Download
1 / 27
300 likes | 519 Views
Optimizing the IC Delamination Quality via Six-Sigma Approach. Authors: Chao-Ton Su, Tai-Lin Chiang, and Kevin Chiao Sources: IEEE Transactions on Semiconductor Manufacturing, Vol. 28, No. 3, pp. 241-248 Speaker: Kun-Ching Sun Date : 2011/01/03. Outline. Introduction

E N D
Optimizing the IC Delamination Quality via Six-Sigma Approach Authors: Chao-Ton Su, Tai-Lin Chiang, and Kevin Chiao Sources: IEEE Transactions on Semiconductor Manufacturing, Vol. 28, No. 3, pp. 241-248 Speaker: Kun-Ching Sun Date : 2011/01/03
Outline Introduction Case Study Conclusions 2
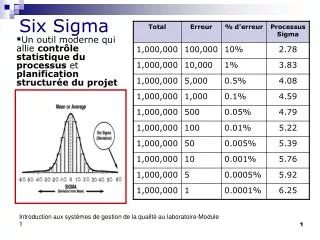
Introduction • 背景 • 全球IC的封裝標準,強制規定要符合電子裝置工程委員會(JEDEC)三等級,對客戶進行表面接著技術(SMT)的可靠性測試。 • 三等級意味著電路板零件的壽命,保證可以在30℃下168小時,以及打開乾燥包後60%溼度的生產環境。 • 至目前為止,礙於技術上的限制,大多數IC封裝只能達到等級一。
Introduction • 產品的應用和功能的需求不斷被提高 • IC封裝設計趨向於更小、更薄,基底結構如球閘陣列封裝(BGA)、晶片尺寸封裝(CSP)和倒晶片封裝,都對濕度和壓力非常敏感。 4
Introduction • 動機 • 根據2001年退回材料的報告顯示,有40%抱怨來自於IC封裝,都是有關功能性和控制的問題。出貨前,針對問題產品,立刻採取紅外線(IR)回焊。 • 脫層問題是由於紅外線回焊的熱應力(220~240℃),造成鈍化層和環氧塑膜料(EMC)之間產生裂縫。 5
Introduction • 嚴重的脫層在SMT之後,到顧客的電路板上測試,會立刻導致電氣故障。 • 大部分的零件有輕微脫層,在測試過程中,不會被發現,但在應用上,可能導致功能衰退。 • 然而,重工是不允許的,當被懷疑有缺陷的產品被退回,IC製造商將面臨巨大的財務損失。 6
Introduction • 目的 • 本研究使用六標準差來評估整個流程,來降低脫層問題的發生。 • 為IC裝配過程建立一個更好的品質控制計畫。 7
Case Study • 機器對機器(MTM)研究,區別了固有的「隨機變異」,並且消除了最關鍵的特定原因。 • MTM不只著重於機器的變異,也著重基準點附近的變化,如生產線、流程、轉換、時間和人等等。 • 在六標準差的DMAIC過程,MTM是用在定義階段,為了幫助製造商檢查他們的品質問題。 8
Case Study • 定義階段 • 確認關鍵品質要素(CTQ) • 脫層問題是IC流程的問題,因流程控制的限制,使問題存在多年,在準確排除脫層問題前,該產品已被運到裝配廠商。 9
Case Study • 根據製程品質監控,第一線裝配商在出貨前,通常會使用超音波掃描(SAT)檢測,但這些廠商仍然無法解決有關封裝脫層問題的顧客抱怨。 • 因此,成立一個專案團隊,由研發(R&D)、製程監督、品質保證(QA)、原物料供應商和SMT客戶組成,應用六標準差來嘗試和解決脫層問題。 10
Case Study 晶片接著 連線焊接 外觀檢查 終測 晶圓製備 • 定義流程圖 • 傳統IC裝配點只適用在每日SAT,和每月的可靠性監控(JEDEC Level3),以限制樣品大小。 • 因此,在240℃IR回焊的SMT過程,難以完整監控。 11
Case Study 裝配廠商 塑膠式有引腳 晶片承載器 多用途 聯苯 聯苯 • 分類問題 • 故障分析顯示如下: 12 多用途 環氧塑膜料
Case Study 鈍化 氮氧化矽 聚酰亞胺 13
Case Study • 量測階段 • 確定可衡量的CTQs需要改善 • 脫層的原因可能包含 • 鈍化和EMC之間造成污染 • 塑膜料差 • IR回焊包裝前,現場水氣過多 • SMT紅外線溫度不足 • 降低晶片表片污染,在鈍化矽晶片和EMC之間保持好的黏著力,是最可能控制的。 14
Case Study • 應用滴水表面張力來表示表面上有機物污染的數量。 15
Case Study 接觸角 16
Case Study • 根據實驗結果,裝配廠都被要求進行晶圓等離子清洗流程,來消除汙染物,並運用測量接觸角的流程控制,做為脫層的品質指標。 • 因此,降低脫層故障,接觸角確定是可測量的CTQ。 • 本團隊也實施Gage R&R,來確認測量儀器是可接受的量測設備。 17
Case Study • 分析階段 • 脫層的重要因素是鈍化到EMC之間,封裝過程的變異。 • 從裝配廠商的觀點,他們已採用最好的EMC(聯苯型),且更換材料,成本昂貴。 • 本研究進行流程監控,從晶圓廠(輸出)到IC封裝(塑膜前),針對不同產品,全面分析晶片表面污染。 18
Case Study 環氧樹脂固化 晶片接著 等離子清洗 晶片處理 19
Case Study 除氣 • 除氣(out-gassing)是在晶片接著固化的接合過程,也發現是另一個影響表面污染的因素。 20
Case Study 晶圓表面元素 黏合強度 • 改善階段 • MROM用聚酰亞胺(Polyimide)鈍化,比Flash的氮氧化矽好。 • 碳為主要的汙染物。 • 等離子清洗不僅能消除汙染物,而且能提高黏著力。 21
Case Study • 基於等離子處理流程,化學清洗(用氫氣和氧氣)和濺鍍(用氬氣),可以去除有機污染;為了有效清洗,混合氣體也使用這種等離子源來激活和離子化。 • 從整個過程來看,在產品成型前安排等離子清洗是最有效的。 22
Case Study • 控制階段 • 建立脫層品質指標 • 該指標的發展必須是關鍵客戶所重視,且必須在製程的一開始。 • 該方法所使用的量測指標必須符合客戶的應用條件。 • 本研究在三個月抽40批樣品,所有測試的接觸角大約在60-72度,在SAT檢測過程,沒有發現任何脫層。 23
Case Study 晶片接著 • 制定和實施控制計畫 • 每個晶圓都必須執行等離子清洗,以消除任何晶圓表面的汙染。 24
Case Study • 接著,使用3XIR回焊後SAT檢測器,比客戶的SMT用2XIR回焊有更嚴格的要求,並且保證品質的良好。 25
Case Study • 執行的結果 • 2003-2004,無脫層問的的顧客抱怨。 • 新產品合格率從70%提高到90%,進而加快進入市場時間。 • 每年省下125萬美元的成本。 26 2010年 顧客抱怨報告
Conclusions • 脫層問題是所有IC製造商的困擾,且一直沒有一個完整的解決辦法,因此本研究採用了六標準差解決了這個具體的問題。 • 本團隊不僅達成了目標,也制定了更有效的控制流程在他們的裝配地點。 27