PROCESS CAPABILITY ANALYSIS FOR CHEMISTRY CONTROL
PROCESS CAPABILITY ANALYSIS FOR CHEMISTRY CONTROL. AT. NORTH STAR STEEL , BEAUMONT. A PROJECT BY GRADUATE STUDENTS OF LAMAR UNIVERSITY FALL 2001.

PROCESS CAPABILITY ANALYSIS FOR CHEMISTRY CONTROL
E N D
Presentation Transcript
PROCESS CAPABILITY ANALYSIS FOR CHEMISTRY CONTROL AT NORTH STAR STEEL , BEAUMONT A PROJECT BY GRADUATE STUDENTS OF LAMAR UNIVERSITY FALL 2001
TEAM-1Course: ENGR 5312- Quality Assurance Submitted on: Dec 3,2001Project title: Control charts and process capability by crew- for meeting guideline aim ranges of controllable elements C, Mn and Si of steel, a study carried out at NSS.Team members:Anshu Srivastava E-mail: anshu_lamar@yahoo.comSuresh Putcha E-mail: sureshputcha@yahoo.comProject Sponsor at NSS:Pete Power E-mail: Pete_Power@Cargill.com
PROBLEM DEFINITION At North Star Steel, four crews namely A, B, C & D are working on a large number of grades . They try to achieve the constituents of steel set by the customer to the closest standards. i.e. they try to hit the target set for each element(C, Mn, Si…). In this project we quantify the success achieved by each crew in attaining this objective.
TERMINOLOGY • Grade: specifies type of steel based on the percentage of C, Mn, Si…. present in it. • Grade1012KZ-1 : C-0.135%, Mn0.55%, Si-0.14%) • Target or AIM: It is the exact percentage of a constituent to be achieved in a specified grade of steel. • SPEC: This is customer specified limit or range within which the crew has to hit the target. USL-upper limit, LSL-lower limit
DATA COLLECTED SPEC and AIM values for 57 grades of steel The heat chemistry analysis report that shows the percentage of each element actually achieved by a crew in a heat was collected. This log of steel chemistry was printed for all the heats for three months August, September and October 2001.
DATA COLLECTED The AIM targets for % carbon % manganese % silicon Assumption : the SPEC limits for the percentage error graph to be spread around 25% on either side of the Aim.
DATA COLLECTED • Heat chemistry for three months – August , Sept. and October 2001 were taken for analysis . • A sample size of 125 heats for each crew was analyzed .
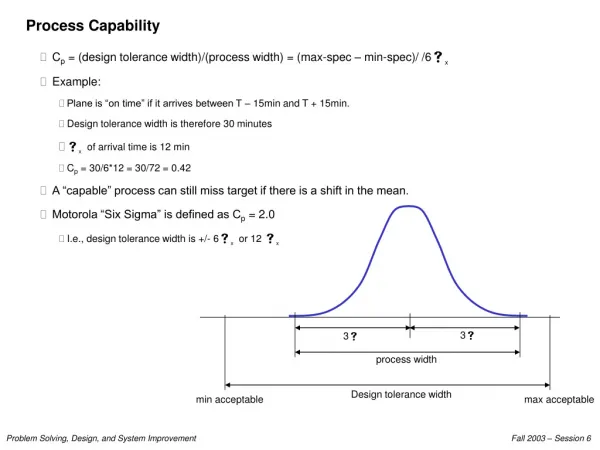
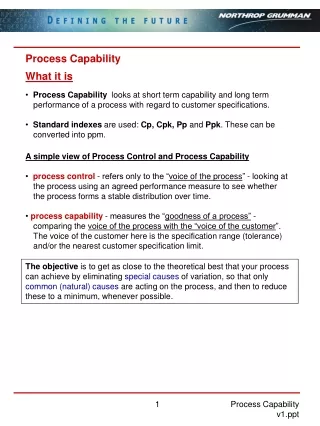
PROCESS CAPABILITY Cpk : Capability Analysis index. It compares natural tolerances (6) of the process with the specification range. It is a ratio of the tolerance (the width of the specification limits) to the actual spread.
DATA ANALYSIS Assumption : SPEC limits for the percentage error graph to be spread around 25% on either side of the target AIM.
CREW CARBON MANGANESE SILICON Total Points A 3 2 4 9 B 1 3 2 6 C 2 4 3 9 D 4 1 1 6 RESULTS We have graded the crews on a 4-point scale. Ranking can be awarded as A >C > D > B
CONCLUSIONS • A hits the target very well . • D is good in hitting carbon only . • B is average across all the grades . • C has to improve on hitting carbon % • Looks like Silicon % is a low priority across crews .