Process and Measurement System Capability Analysis
Process and Measurement System Capability Analysis. Chapter 8. Introduction. Statistical Techniques Process Capability Analysis Using a Histogram or a Probability Plot Process Capability Analysis Ratios Process Capability Analysis Using a Control Chart

Process and Measurement System Capability Analysis
E N D
Presentation Transcript
Process and Measurement System Capability Analysis Chapter 8
Introduction • Statistical Techniques • Process Capability Analysis Using a Histogram or a Probability Plot • Process Capability Analysis Ratios • Process Capability Analysis Using a Control Chart • Process Capability Analysis Using design of Experiments • Process Capability Analysis with Attribute Data • Gauge and Measurement System Capability Studies • Setting Specification Limits on discrete Components • Estimating the Natural Tolerance limits of a Process
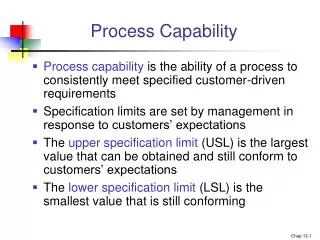
Statistical Techniques • Process Capability = the uniformity of a process • Natural Tolerances= µ+3σ and µ-3σ = UNTL (Upper Natural Tolerance Limit) and LNTL (Lower Natural Tolerance Limit) • Normal Distribution includes 99.73% of the variable • Or 0.27% of the process output will fall outside natural tolerance limits • Process Capability Analysis a study to estimate PC (Process Capability) • Product Characterization- samples from the supplier with no idea of the process they used or made the product with.
Process Capability Analysis Using a Histogram or a Probability Plot • 100 or more observations for stability • Steps to follow before data collection- Choose machine to be used, select process operating conditions, select operator and monitor the collection process • Use x bar and standard deviation for calculations od capability • Substitute x bar for µ and s for σ in the formula= x̄ + 3s
Histogram ExampleCp and Cpk > 1 but < 1.33Taken from: http://www.qimacros.com/quality-tools/histogram-examples/
Probability Plotting • Alternative to Histogram which can determine the shape of the distribution • Advantage is divide the range into intervals which often produces reasonable results for small samples • Ranked data versus cumulative frequency on special paper with vertical scale with distribution as a straight line
Probability Plot ExampleData not normally distributed so 3σwill not workTaken from: http://www.statit.com/support/quality_practice_tips/normal_prob_plot.shtml Authors Robert and Marilyn Hart
Capability Ratios • Cp is the USL (Upper Specified Limit) minus the LSL (Lower Specified Limit) divided by 6σ and measures potential capability • Cp = USL-LSL/ 6σ • Sample Standard deviation s or Rbar/D2 which is C-hatp=USL-LSL/6σ-hat • Off center process- Cp measure the spread of the specification relative to six sigma not of the account of where the mean is locate • Cpk = min{Cpu, Cpl}, Cpu= USL-µ/3σ, Cpl = µ-LSL/3σ • Cpk measures actual capability and is based on normal distribution of the process output
PCR Continued • Cpc = USL-LSL/6*sprt((Pi/2)*E|X-T|) T is the target =1/2(USL+LSL) • Cpm =USL-LSL/6t t-sqrd = E[(x-T)sqrd] then Cpm =USL-LSL/6*sqrt sigma sqrd+(mu-T) sqrd which also = Cp/sqrt 1+ξ sqrd • Confidence Intervals and Tests on PCRs • C-hat p or C-hat pk- Cp replace σ with s to find interval in Cpk = [1-Zalpha/2*sqrt1/9nc-hatsqrdpk=1/2(n-1))≤ Cpk if ≤C-hat pk change – to + • Cpc is USL-LSL/s*sqrt (pi0/2)*c
PCR continued • Testing Hypothesis about PCRs • Ho: Cp=Cpo (or the process is not capable) • H1: Cp≥Cpo (or the process is capable) • Formulate the statistical test in the terms of C-hat p, so the we will reject Ho if C-hat p exceeds the critical value c.
PC Analysis Using a Control Chart • They do not necessarily display potential capability and do not address statistical control • Regard them as a primary technique of PC analysis. • 2 charts can be used Attribute and Variable • Xbar and R should be used whenever possible because stronger and better information comes from them. • They allow both instantaneous and variability across time to be analyzed
PC Control Chart continued • Xbar Chart – Centerline= Xbarbar, UCL= Xbarbar+ Asub2Rbar, LCL= Xbarbar- Asub2Rbar • R Chart- Centerline Rbar, UCL= Dsub4*Rbar, LCL=Dsub3Rbar • Mu-hat = Xbarbar sigma-hat= Rbar/Dsub2
Xbar and R Chart ExampleTaken From: http://www.minitabknowledge.com/2012/12/x-bar-and-r-chart.html#.Uxy-XGbD99A author Minitab.com
PC Analysis Using Designed Experiments • Is a systematic approach to varying the input control variables • Used in isolating and estimating the sources of variability in a process • Experiments can be designed to sample a various number of machines with several applicators to obtain an estimation of the variances
PC Analysis with Attribute Data • Process Performance is measured by this data • Nonconforming units or defectives, or nonconformities or defects • DPU (Defects Per Unit) = Total number of Defects/Total number of units • DPMO (Defects per million opportunities) = Total number of defects/ Number of units x Number of opportunities
Gauge and Measurement System Capability Studies • Basic Concepts 1. Determine how much of the variability is the gauge or instrument, 2. isolate those components of variability in the measuring system, 3. Assess the capability of the instrument or gauge • Second step in DMAIC problem solving process • Utilize the 2 R’s of the measurement system capability (MSC), Repeatability and reproducibility. • Another important aspect of MSC is Linearity- reflects the differences in observed accuracy and /or precision experienced over the range of measurements made by the system.
G&M continued • Stability and Bias 2 of the problems with linearity due to the calibration and maintenance issues. • Stability is the different levels of variability in different operating regimes • Bias reflects the difference between observed measurements and a true value from master or gold standard. Or from a different measurement technique known to produce accurate values • Uses Xbar and R charts
G&M continued • Precision to Tolerance ratio= P/T= k sigma-hat sub gauge/USL-LSL • Compares the estimate of gauge capability to the width of the specifications or the tolerance band (USL-LSL) for t he part that is being measured. • Discrimination Ratio for the gauge to capable the DR must exceed 4 • Gauge precision and accuracy- precision is the variability in the measurement and the accuracy is the ability of the instrument to measure the true value.
The Analysis of Variance Mode • Measures the R&R (repeatability and Reproducibility) of and experiment. • Also known as ANOVA the standard model for a gauge R&R experiment • Can be used to estimate variance components by partitioning the variability in the measurements into component parts • SS-total= SS-parts+SS-operators+SS-p*o+SS-error
ANOVA continued • MS-p= SS-parts/p-1, MS-o=SS-operators/o-1, MS-po=SS-p*o/(p-1)(o-1), MS-E+SS-error/po(n-1) • Expected value are; E(MS-p)= σsqrd + nσsqrd + bnσsqrd, E(MS-o)= σsqrd + nσsqrd + anσsqrd, E(MS-po) = σsqrd + nσsqrd-po, E(MS-E) = σsqrd • σ-hatsqrd= MS-E, σ-hatsqrd-po= MSpo-MSE/n, σ-hatsqrdo =Mso-Mspo/pn, σ-hatsqrdp= MSp-Mspo/on
Setting Specification Limits on discrete Components • Linear Combination is the variables of the dimension of a component where asubc is constants. The all follow a straight line. • Example: If the xi are normally and independently distributed with a mean or mu and variance sigma sqrd, then y is normally distributed with mean or mu = to summation of and mu and variance = to summation a sqrd and sigma sqrd • Nonlinear combination is a combination of means mu1, mu2,…mun, are the nominal dimensions associated with the components x1, x2, …xn and then by expanding the right-hand side of the equation about the mu’s.
Estimating the Natural Tolerance Limits of a Process • Uses concepts such as 100(1-alpha), mu+z sub alpha/2*sigma. • Tolerance limits based on the Normal Distribution= xbar+z sub alpha/2*s • Confidence limits are used to provide and interval estimate of the parameter of a distribution • Tolerance limits are used to indicate limits between which we can expect to find a specified proportion of a population. • Nonparametric Tolerance limits- interval that are based on the distribution of the extreme values in a sample from an arbitrary continuous distribution.
End Questions?