Download

1 / 32
340 likes | 743 Views
車体溶接の概要 ใจความของ Body Welding. ’08 新卒実習資料 2008.4.22. เชื่อม ก๊าซ ทลู อาร์ค (มิกซ์,มัค). 溶接方法の分類 วิธีการเชื่อมที่แบ่งแยกตามชนิด. เชื่อม สตัท. เชื่อม เลเซอร์. เชื่อม ต้านทาน. ( MIG ブレージング). มิกซ์เบรชชิ่ง. が車体で使われている溶接法. วิธีเชื่อมที่ แผนกบอดี้ใช้.

E N D
車体溶接の概要ใจความของ Body Welding ’08新卒実習資料 2008.4.22
เชื่อม ก๊าซ ทลู อาร์ค (มิกซ์,มัค) 溶接方法の分類 วิธีการเชื่อมที่แบ่งแยกตามชนิด เชื่อม สตัท เชื่อม เลเซอร์ เชื่อม ต้านทาน (MIGブレージング) มิกซ์เบรชชิ่ง が車体で使われている溶接法 วิธีเชื่อมที่ แผนกบอดี้ใช้
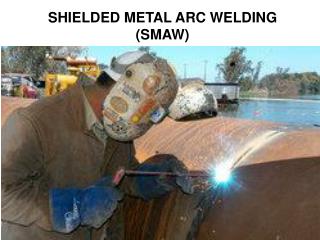
金属材料に電流が流れる際のジュール発熱を利用して溶接する方法で、代表的な抵抗溶接法。金属材料に電流が流れる際のジュール発熱を利用して溶接する方法で、代表的な抵抗溶接法。 วิธีการเชื่อมต้านทานโดยแทนด้วยวิธีเชื่อมโดยสร้างความร้อน จูล ขณะกระแสไฟไหลผ่านวัสดุโลหะ 19世紀末に抵抗溶接法が見出されて以来、100年を超える歴史を持つ。 มีมากว่า 100 ปี ค้นพบวิธีเชื่อมแบบต้านทานในปลาย ศตวรรษที่ 19 日本では1892年に最初の足踏み式スポット溶接機が市販された。 ที่ญี่ปุ่นมีการทำตลาดเครื่องเชื่อมสปอตครั้งแรกในปี 1892 数mm程度までの板厚の重ね溶接に多く使用されている。 มีการใช้การเชื่อมในระดับที่แผ่นเหล็กซ้อนกันเป็นมิลลิอย่างมาก 電極チップで挟んだ板に加圧をかけ、大電流・短時間の溶接電流を流して溶接するプロセス。 通電中は電極チップ、材料とも移動させない。 โปรเซสที่เชื่อมแบบผ่านกระแสไฟการเชื่อมในช่วงเวลาสั้นๆ,กระแสไฟสูง โดยเพิ่มแรงดันไปที่แผ่นเหล็กที่หนีบโดยทิปอิเลคโตรท スポット溶接の歴史と特徴 ลักษณะพิเศษกับประวัติการเชื่อม ナゲットนาเกท スポット溶接部の断面ด้านตัดส่วนที่เชื่อมสปอต
発熱 สร้างความร้อน 放熱ปล่อยความร้อน 放熱ปล่อยความร้อน 放熱ปล่อยความร้อน 放熱ปล่อยความร้อน 放熱ปล่อยความร้อน 放熱ปล่อยความร้อน 抵抗発熱の基礎 I 溶接電流 กระแสไฟที่ไหลผ่าน スポット溶接の原理 ρ ℓ S ρ・ ℓ H = I 2・ ・t S 抵抗ความต้านทาน H :発生熱量ปริมาณความร้อนที่เกิด I :電流 t :通電時間 ρ :体積抵抗 ℓ :通電長さ S :通電面積 加圧力 แรงดัน 冷却水 ระบายความร้อน
スポット溶接のナゲット成長(2枚合せ) JFEスチール㈱殿 ご提供スポット溶接のナゲット成長(2枚合せ) JFEスチール㈱殿 ご提供 การเกิดนาเกทในการเชื่อมสปอต(ประกบ 2 แผ่น) スポット溶接の原理 หลักการเชื่อมสปอต
板厚比の大きなスポット溶接は難しい(3枚合せ) JFEスチール㈱殿 ご提供板厚比の大きなスポット溶接は難しい(3枚合せ) JFEスチール㈱殿 ご提供 เทียบกับแผ่นเหล็กหนาแล้วเชื่อมสปอตใหญ่ๆยาก(3แผ่นประกบ) 3枚あわせのビデオで3倍を超えると困難となることを示す。 วิดีโอแสดงถึงเมื่อเหล็ก 3 แผ่นประกบ จะเชื่อมยากขึ้น 3 เท่า スポット溶接の原理 หลักการของการเชื่อมสปอต
新品チップ (先端径φ6) スパッタ 引張せん断強度 (ナゲット径) 引張せん断強度 (ナゲット径) Image map 板厚増大 GI材 先端が損耗したチップ 溶接電流 GA材 溶接電流値 溶接電流値 メッキ無 車体標準設備で 対応できている領域 軟鋼 溶着・スパッタ 引張せん断強度 (ナゲット径) 引張せん断強度 (ナゲット径) 440MPa 1枚 590MPa 1枚 590MPa 2枚 爆飛 加圧力 加圧力 溶接電流値 溶接電流 電極チップ形状 スポット溶接の4大条件 引張せん断強度(ナゲット径)基準の確保 加圧力 通電時間
ชนิดของทิปแต่ละประเภท(ทองแดงผสมอลูมิเนียม,ทองแดงโครม)ชนิดของทิปแต่ละประเภท(ทองแดงผสมอลูมิเนียม,ทองแดงโครม) คุณสมบัติ การระบาย ความร้อน Timer Contact ดีมาก ดี แย่ แย่ หม้อแปลง หม้อแปลง สายน้ำระบายความร้อน คิกเลสเคเบิ้ล สวิทส์มือจับ สามลม ลูกสูบ ซับเคเบิ้ล คิกเลสเคเบิ้ล สายน้ำระบายความร้อน สายลม Gun ลูกสูบลม สวิทส์มือจับ โครงสร้างPSW(Manual Gun) อุปกรณ์เครื่องเชื่อมสปอต อุปกรณ์เครื่องเชื่อมสปอต การระบายความร้อนที่หัวทิปก็มีความสำคัญ ถ้าการระบายความร้อนไม่ดีจะทำให้หัวทิปละลายติดกับพาเนล PSW นั้น- ไม่สามารถกำหนดเงื่อนไขการเชื่อมเพียงค่าเดียวกับเหล็กชนิดต่างๆได้และไม่สามารถหลีกเลี่ยงความผิดพลาดในการเปลี่ยนแปลงเงื่อนไขการเชื่อมของบุคคลได้ จึงไม่มีกระแสไฟ, เวลาการไหลของไฟ, แรงดันที่เหมาะที่สุดเพียงค่าเดียวกับเหล็กทุกชนิดได้- ค่าความต่าง ซ้าย ขวา ของมุมสปอต, ตำแหน่งจุดสปอต, ขึ้นอยู่กับความชำนาญของพนักงาน- ระยะหลังๆ มีแนวโน้มที่ชนิดของเหล็กต่างๆจะมีเพิ่มมากขึ้น ทำให้การควบคุมคุณภาพการเชื่อมจะยากขึ้นตามลำดับ
โครงสร้างเครื่องจักรPSW(Robot Gun) Gun ( C Gun) โอด ทิป เลเซอร์ เครื่องเชื่อมสปอต หม้อแปลง ซาโบมอเตอร์ Gun ( X gun ) RSW นั้น เนื่องจากเป็นการเชื่อมโดยการสั่งงานไปที่ ซาโบ มอเตอร์ ในการเพิ่มแรงดัน ที่ ไทม์เมอร์ ให้กำหนดการแสไฟการเชื่อม, ไฟที่ไหลผ่าน, ของโรบอตโปรแกรม จึงสามารถเชื่อมด้วยเงื่อนไขการเชื่อมที่เหมาะสมกับเหล็กได้ (สับเปลี่ยนแรงอัดของโรบอตด้วย บับ?? โดยเปลี่ยน 3 ระดับ) สามารถคงคุณภาพการเชื่อมที่แน่นอนได้ , มีค่าความต่างน้อยตามPSWเนื่องจากเป็นการหยุดตำแหน่งของBody ,Dimensionตำแหน่งการหยุดของโรบอตของมุมสปอต และ ตำแหน่งจุดสปอต แบบเพิ่มแรงอัด ( ลูกสูบลม, ซาโบมอเตอร์ ) ฐานการผลิตทั้งในและต่างประเทศทั้ง แห่ง ใช้ ซาโบ กันเป็นหลัก ( ในภาพคือ ซาโบ กัน)
以下、スポット溶接参考資料เอกสารอ้างอิงการเชื่อมสปอต以下、スポット溶接参考資料เอกสารอ้างอิงการเชื่อมสปอต
คุณภาพที่ต้องการ=NESD0107「ลักษณะพิเศษที่เป็นที่ต้องการของแผนกเชื่อมสปอตของแผนกบอดี」รวมถึง ดรออิ้ง ลักษณะพิเศษที่เป็นที่ต้องการของการเชื่อมสปอต
สาเหตุสำคัญต่าง การควบคุมคุณภาพในการเชื่อมสปอต 結果系 NEM KW7-03003「มาตราฐานการควบคุมคุณภาพของฝ่ายเชื่อมสปอตของแผนกบอดี้」 ขณะผลิตเต็มกำลัง
เทคนิคการตรวจสอบใหม่ หลักการI.W.S.(Intelligent Welding System) ระบบการตรวจสอบคุณภาพการเชื่อม อินไลน์ของ RSW(ซาโบกัน) อุปกรณ์ติดตั้ง ซอฟแวร์ แอร์โคดเดอร์ 溶接中の板の熱膨張量 Cv Hd ยอดรวม 溶接中の板の熱膨張量 ความหนาประมาณ1/10 เวลาการเชื่อม θt Ct ปืนกลับที่เดิม 溶接中の板の熱膨張 แบ่งประเภทตามรูปแบบคลืน อาร์มโก่ง อาร์ม กรณีที่มีสปั๊ตตา กรณีที่อยู่ใกล้ปลายแผ่น กรณีที่เกิดสปั๊ตตา เวลาการเชื่อม เวลาการเชื่อม เลเซอร์วัดความเพี้ยน Hd Hd Line PLC สูตรการวินิจฉัย สูตรการวินิจฉัย สูตรการวินิจฉัย 3.795-0.057×Hd+0.006×θt -6.381×Cv+0.659×Ct 16.721-0.038×Hd -0.034×Cv 7.69-0.01×Hmax -0.023×Hd กรณีNG หยุดไซเคิลอัตโนมัติ ป้องกันการหลุดรอด ส่งอรามไปที่ PLC LINE ผลการวินิจฉัย<0:OK、≧0:NG ตัดสินOK/NGตามการวิเคราะห์แยกแยะปริมาณผันแปร
เทคนิคการตรวจสอบใหม่ หลักการการตรวจสอบด้วยคลื่นเสียงแรงสูง วิธีการตรวจสอบคุณภาพการเชื่อมโดยไม่ต้องผ่ารอยเชื่อมสปอต ( เมนวล ) โครงสร้างของอุปกรณ์ ตัดสิน OK/NGของนักเกทด้วยการสะท้อนคลื่นเสียงเอคโค่ ( คลื่นเสียงแรงสูง ) 超音波 基準ナゲットと 同径以上の プローブを使用 検査プローブ ซอฟแวร์ตัดสิน นักเกท OK/NGมีอยู่ในเครื่อง ตัวอย่างรูปแบบคลื่น 戻ってきた超音波の強さ กรณีละลายติด( OK ) กรณีไม่ละลายติด( NG ) ช่องห่างกว้าง ช่องห่างแคบ เวลา
ปืน อินเวอร์เตอร์น้ำหนักเบา + กระแสไฟสลับช่วงพีคจะสูง อินเวอร์เตอร์ การะแสไฟ กระแสสลับ - กระแสไฟที่ได้ผล(พื้นที่)เท่ากัน การปรับสปอตกันให้เล็กและเบาลง 179kgf ▲46kgf ▲38kgf แนวโน้มในปัจจุบันของเครื่องเชื่อมสปอต ▲22kgf 133kgf ガン重量 (kgf) ③ ① 95kgf 73kgf ① ② ③ 30 32 34 36 38 40 サーボモータの 中空化 トランスの インバータ化 単相交流 アームの アルミ化 สามารถลดจำนวนจุดสปอต (ต่อโรบอต 1 เครื่อง) ② สามารถเพิ่มจำนวนจุดสปอตละลดเวลาในโปรเซสได้ต่อโรบอต 1เครื่อง เมื่อเปลี่ยนเป็นอินเวอร์เตอร์สปั๊ตต้าจะเกิดยากขึ้น ▲จุดสปอต43wh/100 ประหยดพลังงาน ค่าต่ำสุด เกิดสปั๊ตต้า เชื่อมติด
ขอบเขต,กลุ่มแผ่นเหล็กที่สามารถเชื่อมสปอตได้(ความหนาที่คำนวน,ความหนาเปรียบเทียบขอบเขต,กลุ่มแผ่นเหล็กที่สามารถเชื่อมสปอตได้(ความหนาที่คำนวน,ความหนาเปรียบเทียบ เงื่อนไขสำคัญในการผลิตของการเชื่อมสปอต ความหนารวม≦4.6mm ความหนาเปรียบเทียบภายใน3 เท่า 4.0 3.5 4.6mm<ความหนาที่คำนวน≦6.0mm ความหนาเปรียบเทียบภายใน1.4 เท่า *กรณีที่เอาเหล็กบางสุดเป็นเกณฑ์ ไม่ต้องเปรียบเทียบความหนา *กำนหดเงื่อนไขเครื่องจักรไว้ก่อน(การเพิ่มแรงดันปืน,ความจุหม้อแปลง) 3.0 板厚比 2.5 2.0 B-pla EUROขยายเพิ่มขณะพัฒนา 1.5 1.0 1 2 3 4 5 6 7 8 ความหนาเหล็กรวม(mm)
เงื่อนไขสำคัญในการผลิตของการเชื่อมสปอตเงื่อนไขสำคัญในการผลิตของการเชื่อมสปอต กลุ่มเหล็กที่สามารถเชื่อมสปอตได้ ของแผ่นเหล็ก ที่รวมถึงวัสดุไฮเทนสูง (วัสดุไฮเทนที่เกินกว่า 590 MPa ) กลุ่มเหล็กที่เกิดNGในคุณสมบัติการเชื่อม ภายในขอบเขตเงื่อนไขการผลิตเท่าที่เคยมีมา。 ⇒กำหนดความหนาที่แน่นอนไม่ได้
0.7mm เหล็กกล้า 1.6×1.6×980 0.7×0.7×270 ปรับความแกร่ง= 1.6mm 590MPa 1.6mm 980MPa ถ้าจัระเบียบการเทียบความแกร่งแล้ว注) จะแยกแยะขอบเขต,สัดส่วนOK/NGได้ (3.5mm<合計板厚<5.5mm) เงื่อนไขสำคัญในการผลิตของการเชื่อมสปอต NG 15 OK 4.5 ใช้มาตั้งแต่ปี 06ไตรมาสหลัง ข้อควรระวัง)คำนิยามของการเปลี่ยนความแข็งแรง คำนวนอัตราส่วนเปรียบเทียบจากความแกร่งต่างๆ(ความหนา x ความหนา x แรงตึง) ตามเหล็กที่เป็น 2 แผ่นภายนอกจากเหล็ก 3 แผ่น แล้วปรับความแข็งแรง การปรับความแกร่ง=(ความแกร่งสูง 2 แผ่นภายนอก)/( ความแกร่งต่ำ 2 แผ่นภายนอก) กรณีกลุ่มเหล็กที่บันทึกไว้ทางซ้าย
「อาร์ค」แปลตรงตัวก็คือ「กระแสรูปโค้ง」「อาร์ค」แปลตรงตัวก็คือ「กระแสรูปโค้ง」 ในปี คศ.ที่1800ที่ประเทศอังกฤษ、นักวิทยาศาสตร์นามว่า(Humphrey Davy)ได้ใช้ที่เก็บประจุไฟฟ้าทำการพิสูจน์สภาพการเกิดแสงในแง่ของไฟฟ้า ประวัติและลักษณะเฉพาะของการเชื่อมอาร์ค ทำให้ได้รู้ว่า อาร์คคือค่ากระแสไฟฟ้าระหว่างขั้วทั้งสองที่ทำให้เกิดอุณหภูมิ 5000-50,000 Cตามชนิดของก๊าสในบรรยากาศและสถานที่ที่ถูกจำกัด ในปีหลังจากนั้น Benerdos ก็ได้ประยุกต์ อาร์ค มาประดิษฐ์เป็นการเชื่อมก๊าส ,และในปี 1885 ฝรั่งเศส อังกฤษ เยอรมัน สวีเดน แต่ละประเทศก็ได้ลิขสิทธิ์นี้ไป. ยิ่งไปกว่านั้น ในปี 1886 รัสเซีย ปี 1887 อเมริกาก็ได้รับลิขสิทธิ์นี้ไปเช่นกัน. สำหรับวิธีการเชื่อมนั้น ได้มีการใช้กับเหล็กหลอมหรือเหล็กกล้า มีการใช้ลวดเชื่อม ใช้กับการเพิ่มความร้อนเฉพาะที่ เป็นต้น เรียกได้ว่าเป็นรากฐานของการเชื่อมอาร์คแบบไม่สูญเสียอิเลคโตรด กับสิ่งที่ประยุกต์กันกันอยู่ในปัจจุบัน
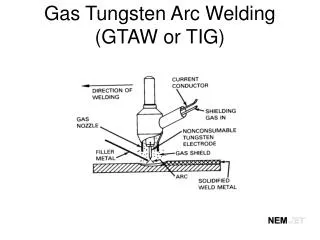
消耗電極型ガスシールドアーク溶接の代表格 トーチ本体 การเชื่อม(MAG) ノズル ฉนวน โพรงปล่อยก๊าส คอนแทกทิป ผังหลักการเชื่อมMAG(เหมือนการเชื่อมCO2) โครงสร้างการเชื่อมMAG コイル状に巻かれた溶接ワイヤが送給ローラにより屈曲性のあるコンジットチューブを通って溶接トーチに送られ、トーチのコンタクトチップで通電されてシールドガス中でワイヤと母材との間にアークを発生させ、そのアーク熱等で母材とワイヤを連続的に溶かして溶接する方法。
ความแตกต่างทางคุณสมบัติของการเชื่อมแต่ละชนิดความแตกต่างทางคุณสมบัติของการเชื่อมแต่ละชนิด CO2 100% การเชื่อม(MAG) เชื่อมMAGมีบีทภายนอกที่ดีกว่า และมีสปั๊ตตาน้อย เชื่อมCO2ความร้อนรวมศูนย์อาร์คได้ง่ายกว่า การละลายฝังลึกทำได้ดีกว่า
ปัจจัยสำคัญหลายประการที่มีผลต่อคุณภาพปัจจัยสำคัญหลายประการที่มีผลต่อคุณภาพ การเชื่อม(MAG)
โปรเซสการเชื่อมสตัด สตัดon work(SOW) สตัดคือการเข้าสัมผัสกันของวัสดุ การเชื่อมคือการเริ่มทำงานหลังการ เข้าสู่ สตัด ออน เวิร์ค การเริ่มลิฟ ดึงขึ้นตาม ลิฟ คอล์ย ขณะที่สตัด เพิ่มความดันไฟ อาร์ค ไพลอต การปล่อยกระแสไฟ เมน อาร์ค ตามข้อความก่อนนี้ เพิ่มแรงดันไฟ เมนอาร์ค ที่ทางผ่านอาร์คที่ถูกสร้าง ขึ้น และเชื่อมติดกับวัสดุแม่ ??? ตัดลิฟ คอล์ย เมื่อสตัด กับวัสดุแม่เชื่อม ติดกันดีแล้ว สตัดกับวัสดุแม่เชื่อมติดกันตามแรงอัด ของพลับ สปริง
การเปลี่ยนแปลงของเครื่องเชื่อมสตัดการเปลี่ยนแปลงของเครื่องเชื่อมสตัด 2~2.5mm 35~40mm เชื่อมเสร็จ (สไลด์ข้าที่เดิม , ส่งโบล์ท) อาการของพลัจ (ตำแหน่งเชื่อมอัด) กันสไลด์เลื่อนไปข้างหน้า (เช็คการสัมผัสของโบล์ท) อาการลิฟ (1.5~2mm) (ไพลอตอาร์ค) อาการของลิฟ (เมนลิฟ) ตำแหน่งก่อนเชื่อม การเคลื่อนที่ของพลัจ ใช้แรงส่งจากสปริง สไลด์แบบลูกสูบลม (สโตรค 50mm) สไลด์แบบลูกสูบลม (สโตรค 50mm) ดั้งเดิม ลิฟเคลื่อนที่ด้วยแม่เหล็ก POP DCE การเคลื่อนที่ของลิฟ&ฟลัจ เปลี่ยนแปลงด้วยมอเตอร์ (การเตรียมความพร้อมในเวลาที่กำหนดของ ปืน เช่นการปรับสปริง ฯลฯ ลดลงอย่างมาก) NSW N3 การเคลื่อนที่ของสไลด์,ลิฟ,และ ฟลัจ ทั้งหมดเปลี่ยนเป็นซาโบ มอเตอร์ แม่เหล็กและแหนบ(สปริง)เปลียนเป็นรีเนียมอเตอร์,ซาโบ มอเตอร์
เอกสารอ้างอิงการเชื่อมสตัดเอกสารอ้างอิงการเชื่อมสตัด
การเคลื่อนที่กับเงื่อนไขการเชื่อมการเคลื่อนที่กับเงื่อนไขการเชื่อม 【】คือหัวข้อมอนิเตอร์
เงื่อนไขการเชื่อม(NEMKW3-03002)เงื่อนไขการเชื่อม(NEMKW3-03002)
พื้นที่ที่จำเป็นในการเชื่อมพื้นที่ที่จำเป็นในการเชื่อม
手打ち;母材にクランプ ロボット;ハンドのワーク押さえクランプ バック電極 シリンダーに取付け押付け アースケーブル โพรงที่จำเป็นสำหรับขนาดโบลท์ การควบคุม フラッシュシールド ①フラッシュシールドに対するボルト出代 ②フラッシュシールド、コレットのスパッタ付着 ปรับตั้งด้วยเกจเฉพาะ コレット アース (一ヶ所より二ヶ所が品質向上) 溶接作業台にアース取り付け ・มีการดูดซับความร้อนที่หัวทิป ・ขณะเชื่อมไม่สามารถกดไปจนถึงแบ๊คบาร์ที่อยู่ด้านหลังได้ทำให้การเชื่อมไม่พอ แบ๊ค ทิป
ตัวอย่างTWBที่เหมาะสมกับนิสสันตัวอย่างTWBที่เหมาะสมกับนิสสัน BRACE CTR PLR HINGE DOOR INR BODY SIDE OUTER
スカイラインでのレーザ連続溶接適用การเชื่อมเลเซอร์ต่อเนื่องที่เหมาะสมของสกายไลน์スカイラインでのレーザ連続溶接適用การเชื่อมเลเซอร์ต่อเนื่องที่เหมาะสมของสกายไลน์ ROOF Stitch Welding เพิ่มอิสระในการขึ้นรูป SILL, PSHELFSEAT BACK Continuous Welding 剛性向上 TOTAL Welding Length: 4.7m