Download

1 / 15
170 likes | 363 Views
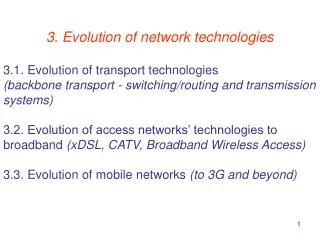
SWM-TECHNOLOGIES Reports of Kurapov – Panov Group. Before treatment (reference sample). After treatment with SWM technology. Microstructure of 110 Г13Л in cast state. SWM-TECHNOLOGIES IN METALLURGY.

E N D
SWM-TECHNOLOGIES Reports of Kurapov – Panov Group Before treatment (reference sample) After treatment with SWM technology Microstructure of 110Г13Л in cast state
SWM-TECHNOLOGIES IN METALLURGY • Modern metallurgy knows a number of technologies, using physical fields and emissions for influence on metal melts in order to change physical and mechanical properties of these metals. • We have created a generator of non-stationary electromagnetic field for the treatment of metal melts directly in the furnace which was called SWM – generator (structural phase wave magnetic resonance treatment) with power consumption up to 50 W working in frequency band 102 – 3x107 Hz. With the help of this generator we have obtained effect of deep and volumetric influence on the melts of black metals, improving of their structure and mechanical properties. Developers of the technology: S.A. KURAPOV V.F PANOV, PhD N.A.KOKAREVA A.E. BOYARSHINOV PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY The principle diagram of the generator is shown on Fig. 1. The generator itself is directional antenna device with adjusting focus of the emission (wave emitter) which is fed by converter – forming modulator unit. Trial model of the generator was named “Electromagnetic Modulator ORSK-M Type”. The method of melt treatment with generator and design of the emitter are patented. The size of main working zone of the generator (focal zone) has a diameter of 0.3 m. Wave treatment is being made during whole time of melting (0.5 – 1 hour). Magnetic field induction in working zone does not exceed 1 Gs. Strength of electromagnetic field is about 2 kV/m. Equivalent noise level created by the generator does not exceed 36 dB, including ultrasound band. As a primary source of feeding the generator standard signals oscillator GSS-40 was used. Electromagnetic shield of the generator was connected to AC mains. Fig.1 Diagram of wave treatment of the melt 1 – melting furnace with metal (ladle); 2 – directional emitter (wave channel) of SWM-generator; 3 – emitting element; 4 – forming modulating unit with modifier; 5 – power supply; 6 – wave emission. The focus F of the emitter is oriented into the volume of the melt. Wave treatment of the melt is being made through the wall of the furnace. From 2004 to 2009 this plant had been continuously operating at JSC “Tochlit” (Motovilikha Plants) in steel production. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY It was found, that the character of generator’s influence on the melts is significantly depending on the material of the substance placed into the resonance chamber of modulating unit, i.e. on the modulating substance, which is virtual or passive modifier of the metal. Traditional in metallurgy alloying and modifying chemical elements were used as modulators: magnesium, manganese, rare-earth elements etc. Modulator served as a filter, modulating emission spectrum of the generator. Treatment of ferrous metals with SWM generator was carried out in two main modes: I) – low-carbon and middle-carbon steels (with carbon content ≤ 0.8%) were treated using the modulator with austenite stabilizing elements: manganese + nickel + niobium. II) – high-carbon steels and cast irons (with carbon content ≥0.8%) were treated using the modulator with increasing the dissolvent of carbon in iron: magnesium + manganese + rare-earth elements. The signal of Nuclear Magnetic Resonanse of modifying substance wad fed into forming modulator unitat that time. Wave emitter of SWM generator was mounted outside of metallurgical furnace, working zone of the generator was oriented into the volume of the melt. The treatment of melt had being made through the wall of the metallurgical furnace. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY Treated metal was used for manufacturing ingots with a mass from 2.8 to 60 tons, casts with a mass up to 3.9 tons and also rolled stock. The ingots then were used for manufacturing smith forgings. With the use of wave treatment more than 100 industrial melts of volumes from 60 to 400 tons with total mass of about 8500 tons and more than 300 industrial and experimental melts of little volumes (50 – 280 kg) were made. For studying the properties of metals passed the wave treatment following samples of parts were chosen: mill rolls for cold rolling (forged, cast-forged) guiding rolls, mill rolls for hot rolling, bowls, punching cubes, hot-rolled list metal, cast parts. These parts were made of 09Г2С, 5ХНМ, 10ХН3МДЛ, 17Г1С, 35Л, 35ХГСЛ, 40ХЛ, 40ХМА, 45, 50ХН, 60XH, 75Х2СГФ, 90ХФ, 9Х2МФ steels and СЧ25 pig iron.For some steels research melts were counted in tens, for others – single melts for method’s evaluation purposes. Researches were conducted at various stages of technological cycle: after pouring (probes and tidal samples), after thermal treatment, at the final stage of manufacturing. Micro and macro structures and mechanical properties were investigated, gas and ultra-sound analysis were conducted. Macrostructure was evaluated visually, microstructure was examined with optical microscopes, gas and ultrasound analysis and evaluation of mechanical properties were carried out with instruments of Central Plant Laboratory. Melt treatment with the using of SWM technology. Wave emitter is on the front plane. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY Influence of wave treatment on structure, phase content and mechanical properties of the steels Specific signs of SWR treatment are the breakage of structure (decreasing of austenite grains size in average for 2-3 points) and the increase of its uniformity, including uniform distribution of the carbides, which usually leads to the growth of mechanical properties minimum in 1.5 times and to decrease of anisotropy. Results of the researches allow us to declare about the increase of plastic properties of the steels with retaining the strength properties. For the ferrite-perlite steels the changes in phase content in increase of perlite amount were observed. Chemical gradient of the phases was lowered, phase borders became more “fuzzy”. Dependence between breakage of microstructure and increase of mechanical properties was observed (except for 110Г13Л(Hatfield) steel)was observed, though there were cases when the increase of mechanical properties after SWM-treatment was observed without visible changes in metal’s structure. а б Microstructure of110Г13Л(Hatfield Steel)samples (X100) a) reference sample, austenite of 0 -1 units b) after wave treatment; characteristic breakage of the grains (4-5 units) and more uniform of the carbides is observed/ PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY а б 35ХГСЛ steel (X100) a) – reference sample (ferrite grid, widmanshtet 2 – 3 units, perlite and ferrite grains) b) – after wave treatment; ferrite and perlite grains PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY In all, the influence if SWM-treatment leads to the fact that after thermal treatment cast metal gets mechanical properties close to those of strained metal of the same type. The dissipation of mechanical properties from melting to melting also lessens. Impact elasticity for 10ХН3МДЛ steel treated with SWM-generator increased by more than 50% both at +20° С and at -50° С with keeping the same strength characteristics. Along with thermal treatment correction it allowed significant rise of σт and σвр at given values of impact elasticity. SWM field treatment allowed to rise mechanical properties of 35ХГСЛ steel up to those of 10ХН3МДЛ steel, whose price is 7 times higher that that of 35ХГСЛ. After SWM field treatment cast properties of the steels also change. Liquid flow ability of cast steels increases, what leads to reduction of cast rejects. Fig. 5 Microstructure of the samples of treated (I) and not treated (II) 10ХН3МДЛ steel with different magnification: a – x 517, b – x 1300, c – x 2200, d – x 4200 PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY White open-hearth pig iron, pigs of half-product for metallurgical industry SWM treatment, sample 38 absence of cracks and cavities Reference sample 34-2 cracks, cavities SWM treatment allowed to decrease the percentage of losses (chips) onder multiple reloads. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY List of the enterprises where the researches were carried out • In arrow of years the researches had been carried out at following Russian enterprises. • Metallurgical industry: • JSC “Motovilikha Plants”, Perm • JSC “ORMETO-YUMZ”, Orsk • JSC “Tulachermet”, Tula • JSC “Seversky Pipe Plant”, Polevskoy • JSC “Uralmash”, Yekaterinburg and others • Aviation industry: • JSC “Perm motors”, Perm • FSUE “Salut”, Moscow • CRB named after Ilyushin, Moscow • JSC “NovosibNIAT”, Novosibirsk • Research institues • CNIIKM “Prometeus”, St. Petersburg • CNIITMASH, Moscow • Physical and Technical institute of UD RSA, Izhevsk • Scientific centre of powder materials, Perm • We have at hands all research and manufactory reports. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY Alternative methods. • Metallurgy knows different ways of physical fields’ influence on metal melts for changing their micro and macro structures, increasing uniformity of metals and their mechanical properties, decreasing the percentage of metallurgical rejects. • Most common method is electromagnetic agitation on induction furnaces and continuous casting plants. While melting in induction furnace, electromagnetic field is not only the source of thermal energy, but it intensively agitates the metal melt. • This agitation effectively equalizes chemical composition of the melt. • Electromagnetic agitation in induction furnaces has no noticeable influence on micro and macro structures of the metal. • With electromagnetic agitation in continuous casting plants changing of the direction of crystallization fronts takes place and metal takes crystallization with more small micro structure than without agitation; excessively large crystals are not created, liquation processes are lessening and the metal becomes more uniform both chemically and structurally. All this leads to increasing the quality of the metal. • The limitations of this method is big consumption of electric energy, as strong electromagnetic field in the conditions of intensive dissipation demands big powers and relatively big cost of the electromagnetic plant and it’s maintenance. In addition, electromagnetic agitation in actual manufacturing does not influence on the micro structure of metal. • Another method if influence is ultra sound treatment of metal melt. Ultrasound treatment significantly disintegrates both micro and macro structures, ensures high uniformity of the metal and eliminates impurities from the melt. • The limitation of this method is intensive erosion of vibrating surfaces working in the melt, which leads to premature wearing of working tools and of cladding of melting unit. Also there is contamination of the metal with products of erosion. It all leads to not so wide usage of this method. • One more original method of metal melt treatment was proposed. • Non-conductive ceramic bowl with metal melt is placed into the stator of powerful electro motor, where the metal was taking influence of rotating magnetic field. Such a treatment gave good results in uniformity of the ingot, disintegration of metal’s micro and macro structures and improvement of its mechanical properties. • Limitation of this method is impossibility to treat significant volumes of metal as with increase of the volume of the melt the cost of the stator increases intolerably. Above all the building of reliable multi-ton non-conductive metallurgical bowl is of great difficulty in present time. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY Alternative methods. • Method of electronic-rays melting is well proved and is widely used at this moment. Industrial metal of highest quality for most sensible parts is produced in electronic-rays furnaces. • Limitations of this method are high cost of the plant and high expense of each melting, as the melting demands creating of deep, electronic tube-like vacuum. The volume of the melt is extremely small. The most powerful furnaces built in the USSR have the powers of only 100 kW (Gubakha city, Permsky Krai) and 300 kW (Novosibirsk city). • The method, alternative to electronic-rays melting is also widely used method of electro-slag melting. With electro-slag treatment the drops of metal, dropping from melting electrode passes through the layer of slag, shunts the current in the plant which results in chemical binding of contaminants with slag melt in high temperature conditions. In addition, as is marked in [2], during electronic-rays or electro-slag melting metal takes significant over-heating. It is heated up to the temperatures close or equal to its secondary melting values what leads to uniform distribution of alloying elements in the melt. It results in improvement of mechanical properties of the metal and metal produced with electro-slag melting approaches by its properties to that produced with electronic rays melting method. • Unfortunately, the electro-slag method does not influence on disintegration of micro and macro structures and the metal produced with electro-slag method needs further straining. • Other methods if influencing on metal melts for improving mechanical properties were tested in laboratory conditions. For instance, there were experiments in inducting high voltage potential to solidifying ingot, in irradiating the melt with high-frequency, very high frequency, ultra high frequency and X-ray emissions. All these methods got no further development, as the results did not proved to be workable due to big expenses or danger to personnel’s health. • Method of SWM treatment of the melts has big preferences in comparison with above mentioned methods: • - Power consumption is rather insignificant, as SWM-generator consumes power not more than 200 – 300 W. • - Method of SWM treatment does not need any alteration of existing production facilities and manufacturing cycle and it does not intervene manufacturing process in any way. • - Method of SWM treatment is able to change the activity of chemical elements in definite limits and thus to control the phase composition of the metal, what is not possible neither with any of mentioned above methods nor with any other method except for changing chemical composition of the metal. • - The volume of the melt to be treated is not limited. SWM-generators were tested in melts from 70 gr. to 400 tons. • - SWM-generator is little and relatively simple device, production of which does not require any big financial expenses. • Sometimes the limitations of SWM treatment are spending time for finding regime of the treatment, for choosing modifier matching with specific type of the metal and for determining the frequency row. With big enough number of experiments it was always possible to choose the best regime for metal treatment. Sometimes it’s necessary to make a correction in thermal treatment regime for specific types of the steels as often lowering of critical points Ac1 and Ac3 down to 50 - 55°С was observed for ordinary and low-alloyed types of the steels. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY FIELDS OF THE USING Using of wave treatment of the melt with the help of SWM generator allows to get: guaranteed improvement of metal’s structure which in turn allows to review the regimes of thermal treatment, significant increase of strength and plasticity characteristics of metal allowing the use of less alloyed and more cheap types of steels and pig iron, increase of wear resistance of such products as forming rolls at least of 20%. Implementation of this process will demand “through” technology: Liquid steel – SWM treatment – pouring – forging. Above metallurgy, SWM technology can be used for: - refining oil products and liquid industrial wastes. Preliminary experiments were conducted: - in agricultural field for increasing the crops of agricultural plants - for water treatment for it’ purification and increasing it’s properties. In the field of metallurgy, as in other fields deep researches with participance of specialists of Academic institutes are required. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY List of publications and patents • Klyuev A.V., Kurapov S.A., Panov V.F., Strelkov V.V., Kokareva N.A., Boyarshinov A.E. “Structure and mechanical properties of metal after treating the melt in non-stationary electromagnetic field of wave emitter”. Adaptive metallurgy and thermal treatment of metals – №7 (649) – 2009 – pages 3 – 9. • Boyarshinov A.E., Klyuev A.V., Kokareva N.A., Kurapov S.A., Panov V.F., Strelkov V.V. “Method of melted materials treatment”. Patent 2324575, Russia, MPK B22D27/02, Non-commercial partnership “Non-organic Materials (RU). Application: 2006140015/02, 13.11.2006, Published 20.05.2008. Bulletin №14. • Boyarshinov A.E., Klyuev A.V., Kokareva N.A., Kurapov S.A., Panov V.F., Strelkov V.V. “Electromagnetic antenna”. Patent 2336612, Russia, Non-commercial partnership “Non-organic Materials (RU). Application: 2006134358/09, 28.09.2006. Published 20.10.2008. Bulletin №29. • Kurapov S.A., Panov V.F. “Deep field influence on metal melts”. Works of international inter-discipline symposium “Fractals and applied synergetic” FiPS – 03 (November 17 – 20 2003, Moscow.) – Moscow: MGOU Publishing 2003. – page146. • Klyuev A.V., Kurapov S.A., Panov V.F., Strelkov V.V., Kokareva N.A., Boyarshinov A.E. “Deep field influence on metal melts”. Deformation and Fracture of Materials and Nanomaterials – DFMN – 2007. Book of articles, ed. by O.A. Bannykh et al. – Moscow: Interkontakt Nauka, 2007. Page 144. • Panov V.F., Kurapov S.A. “Deep field influence on metal melts”. Cosmos, time, energy. Book of articles dedicated to 100th anniversary of D.D. Ivanenko – Moscow, “Belka” – 2004 – pages 289 – 294. • Klyuev A.V., Kurapov S.A., Panov V.F., Strelkov V.V., Kokareva N.A., Boyarshinov A.E. “Improvement of physical and mechanical properties of ferrous and non-ferrous metals with melt treatment in non-stationary field of wave emitter”. Report thesis. Sixth international aerospace congress. IAC-09. (August 23 – 27 2009, Moscow, Russia). Page 108. PERM, RUSSIA
SWM-TECHNOLOGIES IN METALLURGY AUTHORS • Name: PanovVyacheslavFeodorovich • e-mail: panov@psi.ru • Scientific degree: Doctor of Physical and Technical Science in theoretical physics • Education: Perm State University, Mechanical and Mathematical faculty • Scientific rank: Professor • Organization: PGNIU, professor of cathedras: Highest mathematics, Algebra and geometry, Control processes and informational security, Mathematical analysis, Philosophy. • Post: Teacher • Professional achievements: Corresponding member of Russian Academy of Natural Sciences, Member of presidium of Russoan Gravitation Society. • Name: Kurapov Sergey Arkadyevich • e-mail: info@a1136.ru • Education: Perm State University, Mechanical and Mathematical faculty • Organization: JSC “A-1136” • Post: Leading scientific collaborator, Chief of laboratory • Professional achievements: Specialist in technical physics • Name: KokarevaNadezhdaAntonovna • e-mail: nak51@mail.ru • Education: Ural State University, Sverdlovsk • Organization: CJSC “Ural Project” • Post: Director • Professional achievements: Specialist in geology • Name: BoyarshinovAndreyYevgenyevich • e-mail: info@a1136.ru • Education: Perm Polytechnical Institute, Electrotechnical faculty • Organization: JSC “A-1136” • Post: Director • Professional achievements: Specialist in radio communications PERM, RUSSIA