Large Prototype Coil Test and Plan
Large Prototype Coil Test and Plan. 2009-01-15 Fengyu Xu Institute of Cryogenics and Superconductivity Technology Harbin Institute of Technology, Harbin, China . Content. Fabrication of Large Prototype Coil Test for Large Prototype Coil Next Plan for Large Coil Test.

Large Prototype Coil Test and Plan
E N D
Presentation Transcript
Large Prototype Coil Test and Plan 2009-01-15 Fengyu Xu Institute of Cryogenics and Superconductivity Technology Harbin Institute of Technology, Harbin, China
Content • Fabrication of Large Prototype Coil • Test for Large Prototype Coil • Next Plan for Large Coil Test
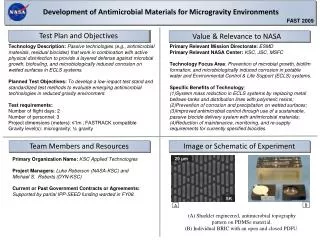
Fabrication of Large Prototype Coil • Automatic guider made operation easier. • Tension control configuration is effective during all operation processes. • Winding system can be re-configured to facilitate the cover-plate-welding procedure. Winding System Tension regulator Guider Tension holder Dereeler Storage spool Winding machine • Winding system can run either in forward or backward directions, which makes it possible and easy for winding the conductor joints into the coil and welding the cover plate to the coil mandrel.
Winding Procedure • Wet-winding technology was adopted for the large coil by ICST. • Coil test technology (resistance, coil-to-ground insulation, layer diameter etc.) during the winding process was studied and improved with different methods and the method to be used for MuCool coil winding was determined then. • Making and winding technology of conductor joints were developed and applied for the large prototype coil.
Cover-Plate-Welding Procedure • Procedures and parameters for coil cold mass assembly welding were studied. • MIG technology was adopt for welding of cover plate and cooling tubing. TIG was used for helium vessel welding. • Pre-heating to the whole coil assembly before performing the welding was controlled in the range of 60oC~80oC. • Water cooling was used to limit the mandrel’s temperature around the welding spots so as to protect the coil temperature from above 130oC. • The measured temperature on the mandrel surface of the nearest spot to the coil was less than 90oC during the welding.
Comments • A winding system was developed and continuously improved during test coils’ winding. • Wet-winding technology was adopted for large coil, and all the materials used for the winding were verified. • SC joints making and winding technology was developed, and there are 4 joints with overlapping length of 1 m wound into the large coil at the both coil ends. • Four-sectioned passive quench protection circuit was adopted in the large coil. • Cover-plate-weld procedure was studied and performed in order to protect the coil temperature from above 130oC. • In-direct cooling method is used for the large coil through cooling tubing. • All technologies that were developed and adopted in the large prototype coil will be validated by large coil test results.
Test for Large Prototype Coil Expected Testing Results • Magnet training process will be performed and it is expected that the maximum energizing current can reach at 350~400A, then the coil stress can reach at a level of the coupling coil based on the calculations. • The quench protection assembly and superconducting interleads, that were designed with thermal conductive cooling, will be expected to effectively work at different operation phases, e.g., charging, discharging, normal operation, and quench. • Current decay and voltages in quench process will be measured. • The main parameters of large coil, e.g. self-inductance, mutual inductance, and relationship of central magnetic field vs. current are expected to be measured. • For back-to-back diode pair operated at 4.2K, their leakage currents at different voltages will be expected to be measured in charging and discharging phases.
Progress on Test Preparation – Cold Mass and Testing Cryostat • Cold mass pre-mounting was done. • Vacuum-leakage check of vacuum vessel was performed and bayonet O-ring leak was found and fixed. • An additional copper plate and cooling tube will be mounted at the cold ends of current leads to increase cooling area based on calculation.
LabVIEW VISA server Run-time database OPC server RS-232 Serial Interface MPI field bus Model 218 PLC Pressure, level, vacuum, temperature, control valve, on-off valve, voltage Cryo-temperature sensors Progress on Testing Preparation – Cryogenic Control System Temperature Monitor SC Level Monitor Dual-channel Vacuum Monitor PLC Modules
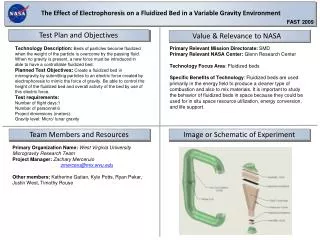
CLP R1 D1 D2 V5 V9 V1 Rapid discharge circuit R2 + + D3 D4 V6 V10 R - - V3 R3 D5 D6 V7 V11 R4 V2 D7 D8 V8 V12 K CLN Progress on Testing Preparation – Magnet Monitoring System • We have two power supplies can be used to energize the magnet. • Rapid discharge circuit is canceled in order to avoid passive quench protection circuit break-over, and the protective diode of power supply will be a part of circuit in discharging phase. • Considering fault modes, e.g. power failure and refrigerator failure, a switch is put into the circuit loop, and an UPS is required.
LabVIEW SC Level Monitor Slow Data Storage Fast Data Storage Field DAQ DAQ Card Programmer Programmer Field DAQ Power supply Magnet Power Supply
Next Plan for Large Coil Test • It is expected that • To complete software and hardware commissioning of magnet monitoring system by Jan. 18, 2009 • To complete quench protection assembly test and to mount it onto the cold mass by Jan. 22, 2009 • To complete current lead modification, connecting cooling tubes inside test cryostat and checking vacuum leakage by Jan. 24, 2009 • To submit LBNL the test procedure for large coil for approval by Feb. 8, 2009 • To complete mounting temperature sensors, voltage taps and feed-through by Feb. 9, 2009 (from Jan. 25 to Jan. 31 is Chinese Spring Festival)
To complete cryostat assembly and vacuum/helium leak check by Feb. 15, 2009 • To complete all preparation work for starting up refrigerator (piping connection, helium leakage check, purge and pumping etc.) by Feb. 25, 2009 • To start the cool down for the refrigerator system and large coil test system from Feb.26, 2009 to Mar. 3rd, 2009 • To perform the test (charge, training, discharge, etc.) during the period from Mar. 3rd to Mar. 8, 2009 • To submit LBNL the test results around the middle of March, 2009
Click to edit company slogan . Thank You ! Icst.hit.edu.cn