Gasification and Pyrolysis
370 likes | 1.09k Views
Gasification and Pyrolysis. Technologies. A J Grimshaw March 08 Tony.grimshaw@energ.co.uk. Introduction. Overview of Gasification and Pyrolysis Key Attributes of the Technologies? Technology Description Feedstock Preparation Requirements Emissions ROC Status

Gasification and Pyrolysis
E N D
Presentation Transcript
Gasification and Pyrolysis Technologies A J Grimshaw March 08 Tony.grimshaw@energ.co.uk
Introduction • Overview of Gasification and Pyrolysis • Key Attributes of the Technologies? • Technology Description • Feedstock Preparation Requirements • Emissions • ROC Status • Development Potential
Gasification And Pyrolysis - Overview • ‘Gasification’ and ‘Pyrolysis’ describe a set of chemical reactions • Both processes produce an energy carrying product stream comprising a liquid and a gas phase at ambient conditions. • Both also produce a solid phase – char - which is a mixture of the ash content of the feed and carbon ‘deposited’ by the process. • Both processes are covered by the Waste Incineration Directive ( WID ) • Both are classified as Advance Conversion Technologies ( ACT ) for ROC’s. • Limited penetration into the waste sector • In general, technologies are suited to smaller scale applications
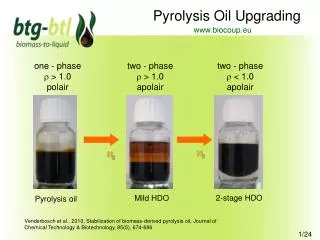
Gasification And Pyrolysis - Definition • Gasification Sub stoichiometric combustion –( partial oxidation ) produces a product stream containing chemical energy in the form of hydrogen/carbon monoxide and methane. The energy concentration in the product stream is low due to the high Nitrogen content • Pyrolysis Thermal decomposition in the absence of air – produces either a liquid ( low temperature ) or a gas Liquid product stream consists of a mixture of complex chemicals but gas product streams can have higher energy content then those produced from gasification
What is Gasification? • Gasification is an ACT – RO also includes AD and Pyrolysis
What is Gasification? • Gasification is an ACT – RO also includes AD and Pyrolysis • Chemistry definition of gasification in RO – Sub stoichiometric and two of:- hydrogen, methane and carbon monoxide
What is Gasification? • Gasification is an ACT – RO also includes AD and Pyrolysis • Chemistry definition of gasification in RO – Sub stoichiometric and two of:- hydrogen, methane and carbon monoxide • Is utilisation important? Does an intermediate fuel (gas or liquid) need to be produced?
What is Gasification? • Gasification is an ACT – RO also includes AD and Pyrolysis • Chemistry definition of gasification in RO – Sub stoichiometric and two of:- hydrogen, methane and carbon monoxide • Is utilisation important? Does an intermediate fuel (gas or liquid) need to be produced? • Is the equipment type important?
What is Gasification? • Gasification is an ACT – RO also includes AD and Pyrolysis • Chemistry definition of gasification in RO – Sub stoichiometric and two of:- hydrogen, methane and carbon monoxide • Is utilisation important? Does an intermediate fuel (gas or liquid) need to be produced? • Is the equipment type important? • Is direct combustion (close-coupled) of syngas gasification?
Energy From Waste Plant Utilising Gasification • Fuel bunker • Fuel crane • Screw conveyer • Primary chamber (Gasification) • Secondary chamber (Hightemperature oxidation) • 6 Heat Recovery Steam generator (HRSG) • 7 Lime and carbon silo 8 Bag house filter 9 Filter residue silo 10 Flue gas fan 11 Chimney 12 Bottom ash extraction 13 Steam turbine 14 Air cooled condenser 11 7 9 10 8 2 14 3 6 5 4 1 13 12
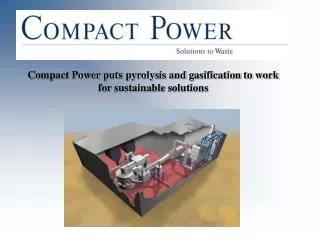
A Gasification Waste to Energy Plant – Providing Energy for Industry
Feedstock Requirements • Effectiveness of processes requires high surface area and therefore floc or shredded materials are good • Reasonable density ( > 0.3 ) to assist in mechanical handling into and through plant • Water content less than 30% is typical for both waste and technology requirements • Most processes have greater reliability if metals and hard solids are removed. • Some technologies do require a greater degree of feed preparation.
Emissions • ACT’s are ‘more precise’ in the reaction chemistry particularly in terms of temperature and gas residence time • Therefore this process control can result in a product stream containing low thermally produced contaminants eg NOX
ROC Status • ACTs ( Including AD ) qualify for ROCs • ACT’s will qualify for ‘double ROCs’ after 1st April, 2009 if the energy content of the syngas is > 4MJ/m3 but only one ROC if > 2 < 4 MJ/m3 • ROC’s are only awarded for the energy derived from the renewable portion of the waste • Determining the energy contribution from the renewable portion of the feed is difficult and to date this has meant that no ROCs have been awarded to thermal ACT’s • An option to ‘deem’ or ‘declare’ at 50% has been proposed, but even this will require some confirmation.
Example of a Gasification Process SECONDARY AIR RECIRCULATED FLUE GAS O2 = 7% t = 900°C to 1000°C 2 SEC @ 850°C WID COMP GILLOTINE (FUEL THICKNESS ON GRATE) FLUE GAS • SYNGAS • = 0.5 H2 = 5% CH4 = 4% CO = 14% t 900 °C FEED PLUNGER DUPLEX (TRANSPORT MECHANISM) OIL COOLED GRATE
Development Potential • ACT’s all produce a product stream containing chemical energy and therefore offer the opportunity to utilise this not only in a steam cycle but in potentially more efficient processes. • Dedicated prime movers – I/C engines/turbines have been tried but with limited success outside of Japan – bankability?? • The product streams could be transported to an offsite, high effeciency process – particularly pyrolysis liquids • Fuel cells and injection into the gas grid are also being evaluated • However the most attractive, and lowest technology risk, is the development of CHP schemes
Advantages The ENERGOS solution provides a number of advantages such as: • A local based solution for local waste arisings • Complements an integrated waste management system (does not discourage recycling) • Reduces the need for transfer stations and bulk haulage • Minimises the cost of pre-treating the feed waste • Decreases cost of transport and their related emissions • Reduces HGV traffic locally • Creates long term skilled employment opportunities • Small footprint and height (18m) means the building does not dominate the skyline. • Dry APC means no visible plume.
Location of Plants Averøy Opened: 2000 Waste: 34,000t Energy: Steam/Elec. Forus Opened: 2002 Waste: 38,000t Energy: Steam/Elec. Ranheim Opened: 1997 Waste: 10,000t Energy: Steam Sarpsborg Opened: 2002 Waste: 75,000t Energy: Steam Hurum Opened: 2001 Waste: 36,000t Energy: Steam Isle of Wight* Opened: 2000 Waste: 30,000t Energy: Elec. Minden Opened: 2001 Waste: 37,000t Energy: Steam * To be converted
Ranheim Plant-1997 Plant Description • Pilot plant built with support from the ResearchCouncil of Norway, the Department for theEnvironment and the Norwegian WaterResources and Energy Directorate (NVE) • Fuel capacity: 10,000 tonnes per year • Energy production: 25 GWh per year • Footprint 380 m2 • Fuel bunker capacity 560 m3 Ownership & Partners • ENERGOS AS 100% Waste Contracts • Local commercial waste • Paper waste from Peterson Ranheim Linerboard Energy Contracts • Peterson Ranheim Linerboard, a paper mill specializing in manufacturing paper from recycled cardboard
Averøy Plant- 2000 Plant Description • First commercial plant • Partnership of local municipalities(estimated population 66,000) • Fuel capacity: 34,000 tonnes per year • Energy production: 65 GWh per year • Footprint 1200 m2 Ownership & Partners • ENERGOS AS 90% • NIR (community waste company)10% Waste Contracts • Municipal Solid Waste from Nordmøre Interkommunale Renovasjonsselskap (NIR), a waste management network comprising of 11 local municipalities of which Kristiansund is the largest • Local commercial waste Energy Contracts • Steam for Skretting AS, a wholly owned subsidiary of the Nutreco Group • Electricity for local grid
Hurum Plant- 2001 Plant Description • First plant under standard design • Fuel capacity: 36,000 tonnes per year • Energy production: 90 GWh per year • Footprint 1200 m2 • Fuel bunker capacity 1300 m3 Ownership & Partners • Daimyo AS Waste Contracts • Municipal Solid Waste ROAF, a wastemanagement company owned by severalmunicipalities north of Oslo • Commercial waste from international flightsto Oslo Airport Gardermoen (OSL) • Industrial waste (paper rejects) from HurumFabrikker, Sundal Eker, and Peterson Moss Energy Contracts • Steam for Hurum Fabrikker AB, a paper manufacturer
Minden Plant- 2002 Plant Description • Turnkey supply with O&M • Fuel capacity: 37,000 tonnes per year • Energy production: 110 GWh per year Ownership & Partners • ENERGOS Deutschland GMBH 100% (Owned by E.On group) Waste Contracts • MSW (50%) • RDF / SRF (50%) Energy Contracts • BASF PharmaChemikalien GMBH • Steam from the ENERGOS plant replaces 19 Million m3 of natural gas
Forus Plant- 2002 Plant Description • First plant with integrated pre-treatment • facilities • Fuel capacity: 38,000 tonnes per year • Energy production: 86 GWh per year • Footprint 1200 m2 • Fuel bunker capacity 1300 m3 Ownership & Partners • Lyse Energi 44.5% and IVAR IKS 44.5% Westco 11% Waste Contracts • Residual Municipal Solid Waste from IVAR IKS, a local waste collection company • Local Commercial waste Energy Contracts • Lyse Energi AS Steam for districtheating and electricity for the grid
Sarpsborg1 Plant- 2002 Plant Description • First double-line plant • Fuel capacity: 75,000 tonnes per year • Energy production: 190 GWh per year • Footprint: 2100 m2 • Fuel bunker capacity: 2500 m3 Ownership & Partners • Østfold Energi AS 100% Waste Contracts • Local municipal and industrial waste Energy Contracts • Borregaard Fabrikker, a large Norwegianindustrial chemical firm Steam from theENERGOS plant replaces 20,000 tonnes offuel oil
ENER-G Group The Group has 4 product areas and is organised into four divisions: • COGENERATION - Decentralised electricity generation with waste heat recovery • RENEWABLE ENERGY - Produced from landfill biogas and including mines gas • ENERGY EFFICIENCY -Intelligent energy management • ENERGY FROM WASTE - Energy recovery from waste residues Associated Companies: • Biogas Technology – landfill gas systems and flares • EcoMethane – CO2 trading. CDM projects in developing countries in conjunction with Renewable Energy
ENER-G Group International Operations • Based in UK – ECPL, ENPL, EE, UAL & EfW • Subsidiary in Netherlands – Nedalo ENER•GBV • Subsidiary in Poland – ENER•GPolska • Subsidiary in Norway – ENERGOS AS Joint Ventures • Spain – Hera ENER-G S.A. • South Africa – ENER-G Systems pte Agents • Northern Ireland (AC Automation Limited) • Republic of Ireland (Temp Technology Limited) • Spain (Icogen SA)