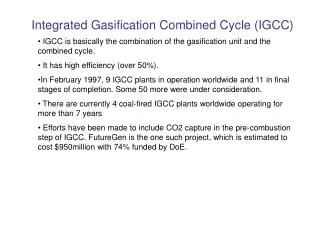
GASIFICATION
Plasma Arc Gasification. 2-Stage Gasifier. Novel designs. Open top. Aqueous Phase Reforming. Pressurized circulating fluidized bed. Fluidized bed. Atmospheric Circulating fluidized bed. Downdraft co-current fixed bed. Updraft co-current fixed bed. Fixed bed.

GASIFICATION
E N D
Presentation Transcript
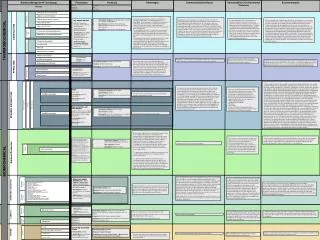
Plasma Arc Gasification 2-Stage Gasifier Novel designs Open top Aqueous Phase Reforming Pressurized circulating fluidized bed Fluidized bed Atmospheric Circulating fluidized bed Downdraft co-current fixed bed Updraft co-current fixed bed Fixed bed Updraft counter-current fixed bed Cross-draft fixed bed Open core fixed bed Products Biomass Management Technology Feedstocks Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts Process 1)Feedstocks 2)Pretreatment 3) Qualifications 1) Intermediate 2) Main 3) By-products The inhomogeneous biomass waste is converted into a homogenous gas with a considerably higher level of applicability The product gas may, without any cleaning, be used for gas-fired steam boilers combined with steam turbines or for increased steam superheating (and consequently higher power efficiency) at e.g. municipal solid waste energy plants. The product gas may, after a modest clean-up, be burned using low NOx gas burner technology in connection with indirectly fired power technologies (such as indirectly fired gas turbines and Stirling engines) with efficiencies exceeding 28%. After adequate clean-up the product gas may even be used for direct firing of gas turbines and gas engines (with a potential efficiency exceeding 32%), and in the future also for powering fuel cells (with efficiencies exceeding 40%). Integrated Gasification Combined Cycles can be arranged, producing: Electricity, Ammonia, Oil, Methane and Hydrogen for fuel cells Gasification is in widespread use throughout most of the world. The technology ranges from fully commercialized for certain feedstocks and technologies to scientific exploration for other feedstocks and more advanced technologies. The simplest -- the gasification of wood chips producing a gas that is combusted to generate heat -- a wood or a wood pellet stove, for example. The next step is to use the gas to produce steam to power a turbine. Then use the gas to power an internal combustion engine to produce electricity and thermal energy. Next, produce a synthetic gas taken through a catalytic process to produce an alcohol, a biofuel, hydrogen or other gases. Then take the produced syngas through a fermentation proves to produce ethanol or other alcohols. The inherent difficulty in optimizing the benefits for local people is the economies of scale. A shift in focus to the economies of integration and value offers promise. The focus should be on cascading every Btu, kilowatt, drop of water, nutrient, chemical and human talent through the system to save money, produce co-products and optimize the productivity and satisfaction of the workers. There are also opportunities in the formation of farmer/worker coops to own and operate the facility. There could be a focus on keeping the value-added benefits in the rural community and in strengthening the community while gaining the multiplier of benefits by turning money over within the community. It is necessary to develop gasification technologies that will encourage economies of integration and value in order to ensure the competitiveness of such systems with economies of scale facilities. Government policy, regulations and incentives may be necessary for small facilities to compete. However, this could well be justified in terms of overall benefits to society. The principle factor is the sustainability of the feedstocks. Gasifiers can have an enormous appetite for biomass of all types. Consequently, it is imperative that all environmental factors -- soil and soil organisms, water quality and quantity, wildlife and their habitat, wetlands and watersheds are well protected --even enhanced. There also emissions from the gasification process and the combustion or other use of the gases. All of these concerns can be dealt with in an economic manner. If there are heavy metals mixed with the biomass this could represent significant problems. • Intermediate Products: Combustible gases, liquids, tars, and inert fluidizing gases. • Main Products: Electricity, Thermal Energy, Hydrogen, Ethanol and other alcohols, Diesel type fuels, Gasoline. • By-products: Charcoal, Ash, Carbon Dioxide. • Any Organic Material • Examples: Ag wastes, hazardous organic wastes, industrial wastes. • Pretreatment: Waste typically segregated. • Qualifications: Dry MSW is favorable. Coal size distribution must be controlled to ensure good bed permeability. • Final Conversion Technology (Optional): Fischer-Tropsch Catalytic Conversion GASIFICATION THERMOMOCHEMICAL Ablative Fast Pyrolysis • Any Organic Material • Pretreatment:Sorting. • Qualifications:None Cyclonic Fast Pyrolysis By using waste streams and fully sustainable biomass, there are many environmental benefits including greenhouse gas stabilization Fast Pyrolysis Pilot Project – Cashton Greens Energy Park, Cashton, WI. Demonstration Project – BEST Australia. Limited commercialization – Dynamotive, Canada Properly structured, this technology provides waste collecting jobs for low-income people and opportunities for skilled technicians. This benefits communities through waste clean up (public health benefits), the use of local feedstocks and by providing decentralized power and fuels as well as charcoal to increase soil fertility and organic matter levels. Generally a simple, low-cost technology capable of processing a wide variety of feedstocks producing gases, a bio-oil, bio-chemicals and charcoal. A promising approach is the production of a bio-oil t hat can be used to power ethanol, biodiesel or other local industries facilities, and a charcoal. The charcoal is incorporated into the soil to promote its fertility and organic matter through synergistic processes between the soil, soil organisms, the roots of the plants, water and the CO2 and Nitrogen in the atmosphere • Intermediate products: Syngas and Charcoal • Products: Bio-Oil and Charcoal • By-products: Electricity and Thermal Energy Rotating Core Fast Pyrolysis PYROLYSIS • Any Organic Material • Pretreatment: Sorting. • Qualifications: Waste must be pre-sorted and processed to <6 mm (1 to 2 mm. preferred) and <10% moisture content to assure high heat transfer rate. Vacuum Pyrolysis Slow Pyrolysis Flash Pyrolysis 1. “New wealth industries”: “New wealth” in a society can only be generated by “new wealth industries” based on the development of natural resources: • Mining – oil, gas, coal, oil shale, tar sands, metals, minerals, etc. • Agriculture • Silvaculture – forestry and wood lot operations • Aquaculture – fishing • Renewable energy technologies – solar, wind, biomass, geothermal, hydropower (including current, tidal and wave energy) and renewable hydrogen • Recovered and recycled materials • Human creativity All activities generating enterprise and wealth are derived from these basic resources. Crucially for this energy-oriented activity, note that energy efficiency, rooted in human creativity, is the foundation of a sound energy policy. It is also important to understand that new wealth industries generate a powerful multiplier effect as the new wealth moves from its source through the marketplace. This value is further multiplied when ownership and value-added benefits accrue to those converting new wealth resources into marketable products, as well as to the communities where the conversions occur. The mining of resources is facing difficulty, as these resources are being depleted and skillful utilization of more sustainable, new wealth resources steadily increase 2. "The economies of scale versus the economies of integration and value": Routinely the economies of scale lead to large scale operations where profitability is the commanding factor. But there are three other considerations: The economies of integration, where every Btu of energy, every Kw of power, every nutrient, and every human talent is cascaded through the facility until it reaches a point of minimal influence. The exception in diminishing influence is the human talent that continually gains value as new skills and interests accumulate. The economies of value, first to the workers who gain satisfaction, value to the facility, and more income for both. This occurs as the person cascades through and up the hierarchy. The economies of scale generally lead to compartmentalization obviating this value. Where economies of integration and value occur, the family and the community gain as the value-added benefits multiply. This strengthens the individual, the family, the community and the nation since there is visible, meaningful and felt interconnectivity between natural processes and the human endeavor. 3. "The benefits that accrue to a nation and its people when there are committed actions to the preservation and protection of God’s creation". Entrained Flow Fast Pyrolysis The current fuel ethanol industry was launched in the US in 1979 with small on-farm plants and in educational institutions. They were very small and inefficient. On average, the efficiency of the plants has increased about 2% per year and the average size today is about 50 million gal/yr. The fossil energy in, to renewable energy out is now about 1 to 1.6 and steadily improving. With innovations being commercialized, that ratio will soon be well over 2:1. Within 2 years it should be 3:1 and within four years it should be possible to incorporate cellulosic feedstocks into standard corn to ethanol plants. In the US, it is now anticipated that a capacity of 15 billion gal/yr from corn, milo, sugar cane and other starch and sugar crops is possible without interfering with the food/feed supply. As long as the price of oil remains over $50/bbl and corn under $3/bushel, with today’s incentives, the ethanol industry will continue to grow and prosper. Fluid Bed Fast Pyrolysis • There are critical factors in the advance of the ethanol industry using starch and sugar crops as feedstocks. The industry must ensure the environmental community and the public in general that, as the industry further matures, it will ensure the protection and enhancement of: • organic matter in the soils, Soil organisms, • Water quality and quantity, • Wildlife and their habitat, • Wetlands, • Watersheds, • Rural communities, through ownership in biorefineries and appropriately keeping the value-added benefits in the farm community • Grains • Mostly: Corn • Pretreatment: Wet-mill fermentation • Qualifications: Grain processing • Intermediate Products: Mash, Sugar • Main Products: Ethanol • By-products: Distillers’ Grains plus solubles, Carbon Dioxide Circulating Fluid Bed & Transported Bed This process is more versatile than dry mill fermentation, because of the products it yields. Wet-Mill Fermentation Slow Pyrolysis Slow Pyrolysis ETHANOL PRODUCTION Grain Biomass 2-Stage Aerobic Digestion • Sugars, Starches, and other Biomass • Examples: Grains (corn, sorghum, barley), Sugars (Sugarcane and beets), Beer, and other sugars and starches. • Pretreatment: Dry-mill fermentation • Qualifications: Grain processing • Intermediate Products: Starch, Sugar • Main Products: Ethanol • By-products: Corn oil, corn gluten meal, corn gluten feed, carbon dioxide, liquid bio-fertilizers This process is not as expensive as wet mill. Dry-Mill Fermentation Biodiesel has slightly lower energy content than fossil diesel. It has a higher cetane value, is essentially free of contaminates like sulfur and aromatics, and burns cleaner than diesel fuel. It significantly reduces smoke, unburned hydrocarbons and carbon monoxide. It does, however, slightly increase oxides of nitrogen. The level of these reductions is a function of the blend levels. B-5 is acceptable by most engine manufactures. B-20 by a few, and, in the US, essentially none at B-100. B-2, used to decrease emissions and improve lubricity, is becoming increasingly attractive. The production of biodiesel is relatively easy and there is no need for significant infrastructure changes to gain full access to the market. Its capacity is more limited than ethanol because of feedstock availability and does not have be ability to use most biomass waste streams and cellulosic and woody biomass. However, those feedstocks can be converted to a diesel type fuel, like Sun Diesel in Germany. In the US, biodiesel is defined by law as a mono ester of a long chain fatty acid. This requires a transesterfication process. These factors are similar to those covered in the ethanol section. There are fuel versus food and feed factors as well as the potential of environmental degradation. These are all manageable if proper procedures are followed and research, development and deployment are aggressively pursued in advancing technologies that will enhance the environment and provide opportunities for low-income people throughout the world. There are major opportunities to improve the well being of farmers and ranchers and low-income rural citizens throughout the world. This will occur by having access to locally produced fuels, through job creation, and opportunities for ownership in production facilities. Energy and economic security factors are also improved. • Oils, fats, used cooking oils, greases, methanol or ethanol and a catalyst • (generally sodium hydroxide or potassium hydroxide – an acid catalyst is used to for pretreatment – see pretreatment) • Pretreatment: Used cooking oils, yellow greases and some tree oils are taken through a esterification process to remove fatty acid which should, preferably, be reduced to less than 1% (at least below 4%). In the esterification process, the methanol or ethanol/acid catalyst is used to reduce the fatty acids. Dewatering is required as part of this process. • Qualifications: Essentially any biomass based oil, animal fat or tallow, used cooking oil, yellow/trap grease, plant or tree oil can be converted into biodiesel if the fatty acid content is low enough. If not, if must be pretreated. • Intermediate Products: Oils fats or greases taken through transesterfication • Main Products: Biodiesel • By-products: Glycerin, Soaps Biodiesel is fully commercialized world wide. Transesterification Transesterification Biodiesel Production BIOMOCHEMICAL Anaerobic digesters are fully commercialized throughout the world. However, the technology is constantly being upgraded and improvements are impressive. They range in size from mammoth wastewater treatment plants to single family units in the developing nations, In agriculture operations, there are generally two approaches: 1) Dairy farmer or other animal feeding operators owning and operating the digester and engine generator set, marketing the electricity to the grid and using the thermal energy and digestate. 2) The farmer owns the animals, a separate business owns and operates the digester and engine generator set, farmer is paid for the manure and buys the electricity and thermal as needed. In some cases the farmer also owns the digester and the digestate. Another option is to use the gas from the digestate only for thermal use or to simply flare the gas. In these cases the purpose is to process the manure to benefit the environment. Almost any organic material: paper, grass clippings, leftover food, sewages, animal wastes; and other forms of biomass like distillers grains. Pretreatment:Sorting or screening to remove inorganic material. Qualifications: The material may need to be pre-processed and water added. If properly constructed and operated, anaerobic digesters can make major contributions to the environment while reducing greenhouse gases. The methane is produced in the digester and the gas beneficially used instead of the manure decomposing and releasing gases to the atmosphere. Additionally, manure and urine give off bad odors and harbor troublesome pathogens. Manure is costly to spread and can contaminate the soil, and concentrate minerals in excessive amounts. These problems are solved by the digester, The liquid fraction of the digestate can be safely applied to soils at opportune times. The solid fraction can be used as bedding for the cows or used an organic fertilizer. Mesophilic Process Anaerobic activated sludge process Anaerobic clarigester Anaerobic contact process Anaerobic expanded-bed reactor Anaerobic filter Anaerobic fluidized bed Anaerobic lagoon Anaerobic migrating blanket reactor AMBR Batch system anaerobic digester Expanded granular sludge bed digestion EGSB Hybrid reactor Imhoff tank One-stage anaerobic digester Submerged media anaerobic reactor SMARs Two-stage anaerobic digester Upflow anaerobic sludge blanket digestion UASB Upflow and down-flow anaerobic attached growth The societal impact should be very positive if thoughtful practices and good science/engineering practices are followed throughout the process. In some developing countries, digesters are being made available at very low costs, permitting a family to produce enough gas to cook all meals by using human and animate waste and whatever other organic material is readily available. This also helps clean and sanitize the area while providing a valuable soil amendment for improved gardening. Continued engineering advances are needed to increase the effectiveness of small-scale digesters while keeping the price affordable for poor people. Mesophilic digestion costs and energy requirements are not as expensive as Thermofilic. This process is also more stable than thermofilic digestion. Electricity produced by anaerobic digesters is considered to be green energy and may attract subsidies such as Renewable Energy Certificates. ANAEROBIC DIGESTORS • Intermediate products: NA. • Products: Biogas, Thermal Energy, Digestate. • By-products: Liquid and Solid Bio-fertilizers. Thermofilic Process • Organic Wastes • Pretreatment:Sorting pre-treatment • Qualifications: The waste must be contained, compacted and covered in a vessel Bioreactor Vessel Bioreactor Vessel • Intermediate products: Biogas composed of Methane, Carbon Dioxide, Nitrogen, Hydrogen, Hydrogen Sulfide and Oxygen. • Products: Electricity, thermal energy, methane. • By-products: Carbon Dioxide for possible use in greenhouse operations, and Biofertilizers. LANDFILL Fully sustainable as long as humans produce waste that would go to landfills or bioreactors. The key factor is the sustainability of the biomass used in producing materials ending up in landfills. There are major environmental benefits from preventing the release of biogas generated in landfills to the atmosphere. Added renewable energy to the nation’s energy mix. Cleaner environment if landfills are properly maintained. Availability of decentralized energy, both electric and thermal, to the community. This would be of considerable value in the event of a regional or local energy emergency • In the case of bioreactors, reduced material in landfills. • Reduced release of methane and other gases to the atmosphere and the beneficial use of these gases. • Significant greenhouse gas stabilization benefits. Fully commercialized worldwide • Organic Wastes • Pretreatment: None • Qualifications: None Landfill Site Landfill Site • Practically any Organic Waste • Pretreatment: Sorting • Qualifications: a separation between organic and contaminants is necessary Static Pile AEROBIC • Intermediate products: None • Products: Valuable Compost • By-products: Heat and Carbon Dioxide. (May be useful in a greenhouse environment or for heating) Enclosed Compost (bldg. or other container) Compost Improves social quality through simple processes available to homeowners and farmers alike. Reduces need for chemical fertilizers. Can be low cost. Fully commercialized worldwide. Wide range of technologies. Turned windrow • Process and convert waste organic materials into organic fertilizers containing the nutrients and minerals that were in the original waste. Fully sustainable because organic matter is being recycled, improving overall environment. In-vessel compost
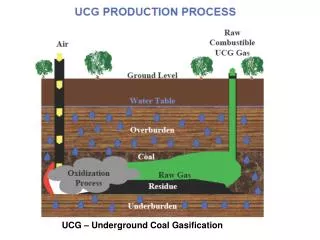
Plasma Arc Gasification 2-Stage Gasifier Novel designs Open top Aqueous Phase Reforming Pressurized circulating fluidized bed Fluidized bed Atmospheric Circulating fluidized bed Downdraft co-current fixed bed Updraft co-current fixed bed Fixed bed Updraft counter-current fixed bed Cross-draft fixed bed Open core fixed bed Gasification Products Biomass Management Technology Feedstocks • Any Organic Material • Examples: Ag wastes, hazardous organic wastes, industrial wastes. • Pretreatment: Waste typically segregated. • Qualifications: Dry MSW is favorable. Coal size distribution must be controlled to ensure good bed permeability. • Final Conversion Technology (Optional): Fischer-Tropsch Catalytic Conversion • Intermediate Products: Combustible gases, liquids, tars, and inert fluidizing gases. • Main Products: Electricity, Thermal Energy, Hydrogen, Ethanol and other alcohols, Diesel type fuels, Gasoline. • By-products: Charcoal, Ash, Carbon Dioxide. THERMOMOCHEMICAL GASIFICATION Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts The inhomogeneous biomass waste is converted into a homogenous gas with a considerably higher level of applicability The product gas may, without any cleaning, be used for gas-fired steam boilers combined with steam turbines or for increased steam superheating (and consequently higher power efficiency) at e.g. municipal solid waste energy plants. The product gas may, after a modest clean-up, be burned using low NOx gas burner technology in connection with indirectly fired power technologies (such as indirectly fired gas turbines and Stirling engines) with efficiencies exceeding 28%. After adequate clean-up the product gas may even be used for direct firing of gas turbines and gas engines (with a potential efficiency exceeding 32%), and in the future also for powering fuel cells (with efficiencies exceeding 40%). Integrated Gasification Combined Cycles can be arranged, producing: Electricity, Ammonia, Oil, Methane and Hydrogen for fuel cells Gasification is in widespread use throughout most of the world. The technology ranges from fully commercialized for certain feedstocks and technologies to scientific exploration for other feedstocks and more advanced technologies. The simplest -- the gasification of wood chips producing a gas that is combusted to generate heat -- a wood or a wood pellet stove, for example. The next step is to use the gas to produce steam to power a turbine. Then use the gas to power an internal combustion engine to produce electricity and thermal energy. Next, produce a synthetic gas taken through a catalytic process to produce an alcohol, a biofuel, hydrogen or other gases. Then take the produced syngas through a fermentation proves to produce ethanol or other alcohols. The principle factor is the sustainability of the feedstocks. Gasifiers can have an enormous appetite for biomass of all types. Consequently, it is imperative that all environmental factors -- soil and soil organisms, water quality and quantity, wildlife and their habitat, wetlands and watersheds are well protected --even enhanced. There also emissions from the gasification process and the combustion or other use of the gases. All of these concerns can be dealt with in an economic manner. If there are heavy metals mixed with the biomass this could represent significant problems. The inherent difficulty in optimizing the benefits for local people is the economies of scale. A shift in focus to the economies of integration and value offers promise. The focus should be on cascading every Btu, kilowatt, drop of water, nutrient, chemical and human talent through the system to save money, produce co-products and optimize the productivity and satisfaction of the workers. There are also opportunities in the formation of farmer/worker coops to own and operate the facility. There could be a focus on keeping the value-added benefits in the rural community and in strengthening the community while gaining the multiplier of benefits by turning money over within the community. It is necessary to develop gasification technologies that will encourage economies of integration and value in order to ensure the competitiveness of such systems with economies of scale facilities. Government policy, regulations and incentives may be necessary for small facilities to compete. However, this could well be justified in terms of overall benefits to society.
Pyrolysis Products Biomass Management Technology Feedstocks • Any Organic Material • Pretreatment:Sorting. • Qualifications:None Vacuum Pyrolysis Slow Pyrolysis • Intermediate products: Syngas and Charcoal • Products: Bio-Oil and Charcoal • By-products: Electricity and Thermal Energy Flash Pyrolysis THERMOMOCHEMICAL • Any Organic Material • Pretreatment: Sorting. • Qualifications: Waste must be pre-sorted and processed to <6 mm (1 to 2 mm. preferred) and <10% moisture content to assure high heat transfer rate. PYROLYSIS Open Core fixed bed Ablative fast Pyrolysis Fast Pyrolysis Cyclonic Fast Pyrolysis Rotating Core Fast Pyrolysis Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts Generally a simple, low-cost technology capable of processing a wide variety of feedstocks producing gases, a bio-oil, bio-chemicals and charcoal. A promising approach is the production of a bio-oil t hat can be used to power ethanol, biodiesel or other local industries facilities, and a charcoal. The charcoal is incorporated into the soil to promote its fertility and organic matter through synergistic processes between the soil, soil organisms, the roots of the plants, water and the CO2 and Nitrogen in the atmosphere Pilot Project – Cashton Greens Energy Park, Cashton, WI. Demonstration Project – BEST Australia. Limited commercialization – Dynamotive, Canada By using waste streams and fully sustainable biomass, there are many environmental benefits including greenhouse gas stabilization Properly structured, this technology provides waste collecting jobs for low-income people and opportunities for skilled technicians. This benefits communities through waste clean up (public health benefits), the use of local feedstocks and by providing decentralized power and fuels as well as charcoal to increase soil fertility and organic matter levels.
Ethanol Production Products Biomass Management Technology Feedstocks • Grains • Mostly: Corn • Pretreatment: Wet-mill fermentation • Qualifications: Grain processing • Intermediate Products: Mash, Sugar • Main Products: Ethanol • By-products: Distillers’ Grains plus solubles, Carbon Dioxide Wet-Mill Fermentation Wet-Mill Fermentation BIOCHEMICAL ETHANOL PRODUCTION • Sugars, Starches, and other Biomass • Examples: Grains (corn, sorghum, barley), Sugars (Sugarcane and beets), Beer, and other sugars and starches. • Pretreatment: Dry-mill fermentation • Qualifications: Grain processing • Intermediate Products: Starch, Sugar • Main Products: Ethanol • By-products: Corn oil, corn gluten meal, corn gluten feed, carbon dioxide, liquid bio-fertilizers Dry-Mill Fermentation Dry-Mill Fermentation Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts 1. “New wealth industries”: “New wealth” in a society can only be generated by “new wealth industries” based on the development of natural resources: • Mining – oil, gas, coal, oil shale, tar sands, metals, minerals, etc. • Agriculture • Silvaculture – forestry and wood lot operations • Aquaculture – fishing • Renewable energy technologies – solar, wind, biomass, geothermal, hydropower (including current, tidal and wave energy) and renewable hydrogen • Recovered and recycled materials • Human creativity All activities generating enterprise and wealth are derived from these basic resources. Crucially for this energy-oriented activity, note that energy efficiency, rooted in human creativity, is the foundation of a sound energy policy. It is also important to understand that new wealth industries generate a powerful multiplier effect as the new wealth moves from its source through the marketplace. This value is further multiplied when ownership and value-added benefits accrue to those converting new wealth resources into marketable products, as well as to the communities where the conversions occur. The mining of resources is facing difficulty, as these resources are being depleted and skillful utilization of more sustainable, new wealth resources steadily increase 2. "The economies of scale versus the economies of integration and value": Routinely the economies of scale lead to large scale operations where profitability is the commanding factor. But there are three other considerations: The economies of integration, where every Btu of energy, every Kw of power, every nutrient, and every human talent is cascaded through the facility until it reaches a point of minimal influence. The exception in diminishing influence is the human talent that continually gains value as new skills and interests accumulate. The economies of value, first to the workers who gain satisfaction, value to the facility, and more income for both. This occurs as the person cascades through and up the hierarchy. The economies of scale generally lead to compartmentalization obviating this value. Where economies of integration and value occur, the family and the community gain as the value-added benefits multiply. This strengthens the individual, the family, the community and the nation since there is visible, meaningful and felt interconnectivity between natural processes and the human endeavor. 3. "The benefits that accrue to a nation and its people when there are committed actions to the preservation and protection of God’s creation". The current fuel ethanol industry was launched in the US in 1979 with small on-farm plants and in educational institutions. They were very small and inefficient. On average, the efficiency of the plants has increased about 2% per year and the average size today is about 50 million gal/yr. The fossil energy in, to renewable energy out is now about 1 to 1.6 and steadily improving. With innovations being commercialized, that ratio will soon be well over 2:1. Within 2 years it should be 3:1 and within four years it should be possible to incorporate cellulosic feedstocks into standard corn to ethanol plants. In the US, it is now anticipated that a capacity of 15 billion gal/yr from corn, milo, sugar cane and other starch and sugar crops is possible without interfering with the food/feed supply. As long as the price of oil remains over $50/bbl and corn under $3/bushel, with today’s incentives, the ethanol industry will continue to grow and prosper. • There are critical factors in the advance of the ethanol industry using starch and sugar crops as feedstocks. The industry must ensure the environmental community and the public in general that, as the industry further matures, it will ensure the protection and enhancement of: • organic matter in the soils, Soil organisms, • Water quality and quantity, • Wildlife and their habitat, • Wetlands, • Watersheds, • Rural communities, through ownership in biorefineries and appropriately keeping the value-added benefits in the farm community This Wet Mill Fermentation process is more versatile than dry mill fermentation, because of the products it yields. This Dry Mill Fermentation process is not as expensive as wet mill.
Biodiesel Production Products Biomass Management Technology Feedstocks • Oils, fats, used cooking oils, greases, methanol or ethanol and a catalyst • (generally sodium hydroxide or potassium hydroxide – an acid catalyst is used to for pretreatment – see pretreatment) • Pretreatment: Used cooking oils, yellow greases and some tree oils are taken through a esterification process to remove fatty acid which should, preferably, be reduced to less than 1% (at least below 4%). In the esterification process, the methanol or ethanol/acid catalyst is used to reduce the fatty acids. Dewatering is required as part of this process. • Qualifications: Essentially any biomass based oil, animal fat or tallow, used cooking oil, yellow/trap grease, plant or tree oil can be converted into biodiesel if the fatty acid content is low enough. If not, it must be pretreated. • Intermediate Products: Oils fats or greases taken through transesterfication • Main Products: Biodiesel • By-products: Glycerin, Soaps BIOMOCHEMICAL Transesterification Transesterification TRANSESTERIFICATION Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts Biodiesel has slightly lower energy content than fossil diesel. It has a higher cetane value, is essentially free of contaminates like sulfur and aromatics, and burns cleaner than diesel fuel. It significantly reduces smoke, unburned hydrocarbons and carbon monoxide. It does, however, slightly increase oxides of nitrogen. The level of these reductions is a function of the blend levels. B-5 is acceptable by most engine manufactures. B-20 by a few, and, in the US, essentially none at B-100. B-2, used to decrease emissions and improve lubricity, is becoming increasingly attractive. The production of biodiesel is relatively easy and there is no need for significant infrastructure changes to gain full access to the market. Its capacity is more limited than ethanol because of feedstock availability and does not have be ability to use most biomass waste streams and cellulosic and woody biomass. However, those feedstocks can be converted to a diesel type fuel, like Sun Diesel in Germany. In the US, biodiesel is defined by law as a mono ester of a long chain fatty acid. This requires a transesterfication process. Biodiesel is fully commercialized world wide. There are major opportunities to improve the well being of farmers and ranchers and low-income rural citizens throughout the world. This will occur by having access to locally produced fuels, through job creation, and opportunities for ownership in production facilities. Energy and economic security factors are also improved. These factors are similar to those covered in the ethanol section. There are fuel versus food and feed factors as well as the potential of environmental degradation. These are all manageable if proper procedures are followed and research, development and deployment are aggressively pursued in advancing technologies that will enhance the environment and provide opportunities for low-income people throughout the world.
Anaerobic Digesters Products Biomass Management Technology Feedstocks Almost any organic material Ex:paper, grass clippings, leftover food, sewages, animal wastes; and other forms of biomass like distillers grains. Pretreatment:Sorting or screening to remove inorganic material. Qualifications: The material may need to be pre-processed and water added. • Intermediate products: N/A. • Products: Biogas, Thermal Energy, Digestate. • By-products: Liquid and Solid Bio-fertilizers. Anaerobic activated sludge process Anaerobic clarigester Anaerobic contact process Anaerobic expanded-bed reactor Anaerobic filter Anaerobic fluidized bed Anaerobic lagoon Anaerobic migrating blanket reactor AMBR Batch system anaerobic digester Expanded granular sludge bed digestion EGSB Hybrid reactor Imhoff tank One-stage anaerobic digester Submerged media anaerobic reactor SMARs Two-stage anaerobic digester Upflow anaerobic sludge blanket digestion UASB Upflow and down-flow anaerobic attached growth Mesophilic Process BIOMOCHEMICAL ANAEROBIC DIGESTERS Thermofilic Process Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts Anaerobic digesters are fully commercialized throughout the world. However, the technology is constantly being upgraded and improvements are impressive. They range in size from mammoth wastewater treatment plants to single family units in the developing nations, In agriculture operations, there are generally two approaches: 1) Dairy farmers or other animal feeding operators owning and operating the digester and engine generator set, marketing the electricity to the grid and using the thermal energy and digestate. 2) The farmer owns the animals, a separate business owns and operates the digester and engine generator set, farmer is paid for the manure and buys the electricity and thermal as needed. In some cases the farmer also owns the digester and the digestate. Another option is to use the gas only for thermal use or to simply flare the gas. In these cases, the purpose is to process the manure to benefit the environment. Mesophilic digestion costs and energy requirements are not as expensive as Thermofilic. This process is also more stable than Thermofilic digestion. Electricity produced by anaerobic digesters is considered to be green energy and may attract subsidies such as Renewable Energy Certificates. If properly constructed and operated, anaerobic digesters can make major contributions to the environment while reducing greenhouse gases. The methane is produced in the digester and the gas beneficially used instead of the manure decomposing and releasing gases to the atmosphere. Additionally, manure and urine give off bad odors and harbor troublesome pathogens. Manure is costly to spread and can contaminate the soil, and concentrate minerals in excessive amounts. These problems are solved by the digester, The liquid fraction of the digestate can be safely applied to soils at opportune times. The solid fraction can be used as bedding for the cows or used an organic fertilizer. The societal impact should be very positive if thoughtful practices and good science/engineering practices are followed throughout the process. In some developing countries, digesters are being made available at very low costs, permitting a family to produce enough gas to cook all meals by using human and animate waste and whatever other organic material is readily available. This also helps clean and sanitize the area while providing a valuable soil amendment for improved gardening. Continued engineering advances are needed to increase the effectiveness of small-scale digesters while keeping the price affordable for poor people.
Landfill Products Biomass Management Technology Feedstocks Organic Wastes Pretreatment:Sorting pre-treatment Qualifications: The waste must be contained, compacted and covered in a vessel Intermediate products: Biogas composed of Methane, Carbon Dioxide, Nitrogen, Hydrogen, Hydrogen Sulfide and Oxygen. Products: Electricity, thermal energy, methane. By-products: Carbon Dioxide for possible use in greenhouse operations, and Biofertilizers. Bioreactor Vessel Bioreactor Vessel BIOMOCHEMICAL LANDFILL Organic Wastes Pretreatment: None Qualifications: None Landfill Site Landfill Site Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts In the case of bioreactors, reduced material in landfills. Reduced release of methane and other gases to the atmosphere and the beneficial use of these gases. Significant greenhouse gas stabilization benefits. Fully sustainable as long as humans produce waste that would go to landfills or bioreactors. The key factor is the sustainability of the biomass used in producing materials ending up in landfills. There are major environmental benefits from preventing the release of biogas generated in landfills to the atmosphere. Added renewable energy to the nation’s energy mix. Cleaner environment if landfills are properly maintained. Availability of decentralized energy, both electric and thermal, to the community. This would be of considerable value in the event of a regional or local energy emergency Fully commercialized worldwide
Compost Products Biomass Management Technology Feedstocks Practically any Organic Waste Pretreatment: Sorting Qualifications: a separation between organic and contaminants is necessary Intermediate products:None Products: Valuable Compost By-products: Heat and Carbon Dioxide. (May be useful in a greenhouse environment or for heating). Static Pile Enclosed Compost (bldg. or other container) Compost In-vessel compost BIOMOCHEMICAL COMPOST Turned wind roll Advantages Commercialization Status Sustainability & Environmental Concerns Societal Impacts • Process and convert waste organic materials into organic fertilizers containing the nutrients and minerals that were in the original waste. Fully commercialized worldwide. Wide range of technologies. Fully sustainable because organic matter is being recycled, improving overall environment. Improves social quality through simple processes available to homeowners and farmers alike. Reduces need for chemical fertilizers. Can be low cost.