Download

1 / 83
850 likes | 935 Views
Gas welding is a fusion process utilizing gas as a heat source to weld metal pieces. Learn about its advantages, drawbacks, common equipment, and applications.

E N D
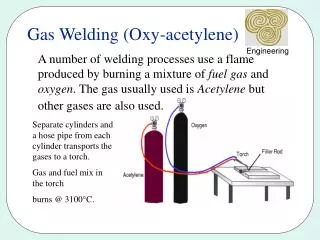
INTRODUCTION • Gas welding is a fusion – welding process which gas is used as a source of heat to melt the end of the pieces to be joined on solidification .
A filler metal is needed in welding of sheet above 1.5mm thickness but no filler metal is needed for welding bellow 1.5 mm thickness. • A filler metal is added in the form of a filler rod and must be having the same composition as that of the parent metal .
Various gas combination like oxy-hydrogen, oxy- propane and oxy-acetylene gas may be used for producing a hot flame for welding of metal • The oxy-acetylene flame is most widely used as it produce very high temperature (3,5000C) and can be used for welding of variety of ferrous and non ferrous
ADVANTAGES OF GAS WELDING • The equipment is usually of low cost and portable • The cost and maintenance of welding equipment is low when compared to that of some other welding equipment. • The rate of heating and cooling is relative slow
It can be applied to a wide variety of manufacturing and maintenance • Since the source of heat and of filler metal are separate, the welder has control over filler metal deposition rates
DISADVANTAGES OF GAS WELDING • Heavy section cannot be joined economically • Flame temperature is less than the temperature of the arc • Fluxes used in certain welding operation produce flame that are irritating to the eyes, nose, throat and lungs
Gas flame takes a long time to heat up the metal than an arc welding • More safety problems are associated with the handling and storing of gas
Prolong heat of the joint in gas welding results in a large heat – affected area. This often lead to increased grain growth more distortion • Oxygen and acetylene gases are expensive
APPLICATION OF GAS WELDING • For joining thin materials. • For joining most ferrous and non – ferrous metal • In automotive and air craft industries
GAS WELDING EQUIPMENTS • The basic equipments used to carry out gas welding are • Acetylene Cylinder • Oxygen Cylinder • Pressure regulator
Hose and hose fitting • Welding torch • Spark lighter • Trolley • Spindle key • Goggles
ACETYLENE CYLINDER • Acetylene cylinders are used for storing dissolved acetylene. It is not safe to store acetylene in cylinder above one atmospheric pressure. • So acetylene cylinders are filled with acetone. Acetone has the property of absorbing 25 times its own volume of acetylene for each atmospheric pressure applied.
Acetone is store in those cylinders at a pressure of 16kgf/cm2 and capacity of each cylinder is 300cubic feet. To distinguish from oxygen cylinders acetylene cylinder are painted maroon
OXYGEN CYLINDER • These are black coloured cylinders contains 6.25 cubic meters of oxygen at pressure of 130 to 140kgm/cm3
Oxygen cylinder are provided with right handed threaded valves where as acetylene cylinder are provided with left handed threaded valve, so that the regulator of an oxygen cylinder does not fit on an acetylene cylinder or vice versa.
To check against any explosion or accident , oxygen cylinders are also fitted with safety valve
PRESSURE REGULATOR • Pressure regulators are used for reducing the pressure of the gas being drawn from cylinders. A red coloured pressure regulator is used for acetylene and black coloured one is used for oxygen
HOSE AND HOSE FITTING • These are rubber tubing used for connecting the cylinder regulator and the blowpipe. Hose used are also of red and black colours. A red coloured hose is used for acetylene and black colour hose is used for supply
WELDING TORCH • The oxy- acetylene welding torch is the tool which gases are mixed in the desired volume and burning of the mixture takes place at the end of the tip. • It consists of a handle with two inlet valve for oxygen and acetylene gases at one end.
Each inlet has a valve to control the volume to the gases passing through. • The mixing of the gases takes place at the tip of the nozzle • The Flame produced by igniting the mixture with spark lighter
SPARK LIGHTER • It is a tool used for lighting the gases at the tip of the nozzle
TROLLEY • It consist a steel structure used for transporting oxygen and acetylene cylinder from one place to another.
SPINDLE KEY • It is an instrument used for opening and closing valves of the gas cylinders.
GOGGLES • Welding goggles consists of blue coloured glasses and are used for protection of eyes from harmful effects of heat and ultraviolet rays
FILLER METAL • Is the metal that is added to the weld pool to assist in filling the gap (or groove). The filler metal forms an integral part of the weld. Filler metal is usually available in rod form. These rod are called filler rods. Filler rods have the same or nearly the same chemical composition as base metal
FLUXES • During welding, if the metal is heated/melted in air, oxygen from the air combines with the metal to form oxides which results in poor quality, low strength welds or in some cases, may even make welding impossible. In order to avoid this difficulty, a flux is employed during welding.
A flux is material used to prevent, dissolve or facilitate removal of oxides and other undesirable substance. • Always welding flux chemically react with the oxides and a slag is formed, that float to and covers the top of the molten paddle of metal and thus helps keep out atmospheric oxygen and other gases.
Fluxes are available as powders, Pastes or liquids. Flux may be used either by applying it direct on to the surface of the base metal to be welded or by dipping the heated end of the filler rod in it. The flux sticks to the filler rod end
The following are some common types of fluxes used for different metals, • Ferrous metal – Borax, Boric acid • Copper and its alloys – Borax, boric acid, phosphate magnesium and silicate • Cast Iron – Boric acid, soda ash and sodium chloride • Aluminum and its alloys – potassium chloride, lithium chloride.
PRINCIPLE OF OPERATION • Acetylene and oxygen are mixed in the correct proportional in the mixing chamber of the welding torch and ignited, the flame resulting at the tip of the torch is sufficiently hot to melt and join the parent metal. • Interchangeable nozzle of different sizes are fitted to the torch to give a range of flame intensities to suit a variety of application .
The oxy- acetylene flame reaches a temperature of about 3,5000C and thus can melt all commercial metal which during welding actually flow together to form a complete bond • A filler metal rod is general added to the molten metal pool to build up the seam required as in case of welding Aluminium or Copper
SAFETY FOR OPERATION OF GAS WELDING • Always keep the cylinder in upright position • Before starting gas welding removed from the neighborhood any combustible materials or any that might be damaged by heat or sparks which often thrown a long distance
Always keep the cylinder key at valve stem • Container which had held combustible or inflammable materials should be welded only after exerting proper precautions. • Fire extinguisher and sand should be available at hand . • Do not pick up hot jobs or object
Use goggle with non-flammable lenses and flame • If the welding is to be stopped for a long time, close the cylinder valve and then release all gas pressure from the regulator and hose by opening the torch valve.
Before starting any welding operation make sure that all connection are tight
GAS CYLINDERS • Gas cylinder must be prevented from sharp impact with one another or with the ground. • Cylinders should not be exposed to welding. • Cylinders should be stored in a well protected well ventilated, well away from highly combustible materials such as oil.
One should not smoke at place where gas cylinders have been stored • Do not use a hammer to open any valve or cylinder
PRESSURE REGULATOR • Use the correct pressure regulator for a gas. • A pressure regulator shall be used, only at pressure for which it is intended. • Handle pressure regulator carefully. Cylinder valve shall be opened slowly to avoid straining the mechanism of pressure regulator .
HOSE • Use the correct colour hose for oxygen ( Green/Black or Blue) and acetylene (red) and never use oxygen hose for acetylene or vise versa. • Protect the hose from flying sparks, hot slag, hot work piece and open flame.