Download

1 / 20
230 likes | 423 Views
Learn about TIG welding, its advantages, disadvantages, safety measures, and techniques for basic weld joints. Explore TIG shielding gases like Argon, Helium, and their mixtures, along with welding parameters for various metals.

E N D
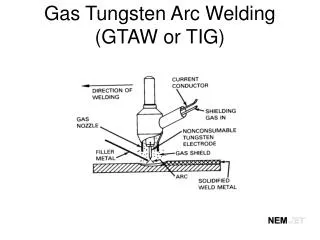
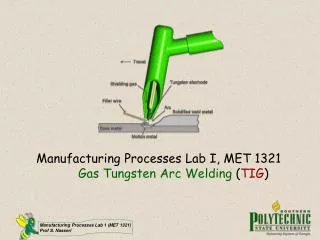
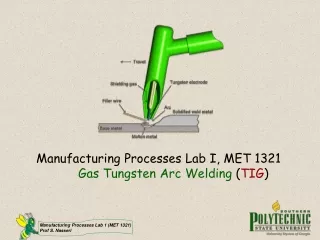
Background • What is TIG? • Tungsten Inert Gas • Also referred to as GTAW • Gas Shielded Tungsten Welding • In TIG welding, a tungsten electrode heats the metal you are welding and gas (most typically Argon) protects the weld from airborne contaminants
Background • TIG welding uses a non-consumable tungsten • Filler metal, when required, is added by hand • Shielding gas protects the weld and tungsten
Advantages • Welds more metals and metal alloys than any other process • High quality and precision • Aesthetic weld beads • No sparks or spatter • No flux or slag • No smoke or fumes
Disadvantages • Lower filler metal deposition rates • Good hand-eye coordination a required skill • Brighter UV rays than other processes • Slower travel speeds than other processes • Equipment costs tend to be higher than other processes
Safety • Electric shock can kill. • Always wear dry insulating gloves • Insulate yourself from work and ground • Do not touch live electrical parts • Keep all panels and covers securely in place • Fumes and gases can be hazardous to your health. • Keep your head out of the fumes • Ventilate area, or use breathing device
Safety • Welding can cause fire or explosion. • Do not weld near flammable material • Watch for fire; keep extinguisher nearby • Do not locate unit over combustible surfaces • Do not weld on closed containers • Arc rays can burn eyes and skin; Noise can damage hearing. • Wear welding helmet with correct shade of filter • Wear correct eye, ear, and body protection
Safety • Hot parts can cause injury. • Allow cooling period before touching welded metal • Wear protective gloves and clothing • Magnetic fields from high currents can affect pacemaker operation. • Flying metal can injure eyes. • Welding, chipping, wire brushing, and grinding cause sparks and flying metal; wear approved safety glasses with side shields
Techniques for Basic Weld Joints Arc Length • Arc length normally one electrode diameter, when AC welding with a balled end electrode • When DC welding with a pointed electrode, arc length may be much less than electrode diameter *Figure copied from “TIG Handbook”
Techniques for Basic Weld Joints Arc Starting with High Frequency • Torch position on left shows recommended method of starting the arc with high frequency when the torch is held manually • By resting gas cup on base metal there is little danger of touching the electrode to the work • After arc is initiated, torch can be raised to proper welding angle *Figure copied from “TIG Handbook”
Techniques for Basic Weld Joints Manual Torch Movement ENBE 499 *Figure copied from “TIG Handbook”
Techniques for Basic Weld Joints Manual Torch Movement • Torch and filler rod must be moved progressively and smoothly so the weld pool, the hot filler rod end, and the solidifying weld are not exposed to air that will contaminate the weld metal area or heat affected zone • When arc is turned off, postflow of shielding gas should shield the weld pool, electrode, and hot end of the filler rod
TIG Shielding Gases • Argon • Helium • Argon/Helium Mixtures
TIG Shielding Gases Helium • Faster travel speeds • Increased penetration • Difficult arc starting • Less cleaning action • Less low amp stability • Higher arc voltages • Higher flow rates (2x) • Higher cost than argon Argon • Good arc starting • Good cleaning action • Good arc stability • Focused arc cone • Lower arc voltages • 10-30 CFH flow rates
TIG Shielding Gases Argon/Helium Mixtures • Improved travel speeds over pure argon • Improved penetration over pure argon • Cleaning properties closer to pure argon • Improved arc starting over pure helium • Improved arc stability over pure helium • Arc cone shape more focused than pure helium • Arc voltages between pure argon and pure helium • Higher flow rates than pure argon • Costs higher than pure argon
Welding Parameters Aluminum weld parameters *Figure copied from “TIG Handbook”
Welding Parameters Stainless steel weld parameters *Figure copied from “TIG Handbook”
Welding Parameters Titanium weld parameters *Figure copied from “TIG Handbook”
Welding Parameters Mild steel weld parameters *Figure copied from “TIG Handbook”
Tungsten Electrode Selection Guide to selecting a tungsten electrode based on amperage range *Figure copied from “Guidelines to Gas Tungsten Arc Welding (GTAW)”