Download

1 / 30
300 likes | 378 Views
Explore the key elements of APT programming system, developed in the MIT during the 1950s, and its important features for modern ATTR systems. Learn about CLDATA structure, syntax, semantics, and more.

E N D
APT (Automatically Programmed Tools) az első NC programozási rendszer, az ötvenes évek második felében dolgozták ki a MIT-ben (Massachusetts Institut of Technology). Alapul szolgált számos további rendszer kidolgozásához (APT alapú rendszerek: EXAPT, NELAPT, IFAPT, ADAPT stb.), valamint ISO szabványajánlásokhoz. • Fontosabb ismérvei: • szabad formátumú bemenő nyelv az alkatrészprogram leírására • processzor-posztprocesszor struktúra • CLDATA = processzor-posztprocesszor közbenső nyelv • Ezek a mai ATTR-ekre is jellemzőek. APT alapú az ISO bemenő nyelvi és CLDATA ajánlás.
Input: tervezési alapadatok. Döntően a kész- és nyersdarab, valamint megmunkálásra vonatkozó információk. • Megadhatók: • táblázatosan (merev, nehezen bővíthető), • párbeszédes formában: - szöveges • - grafikus • - hibrid • bemenő nyelven • vegyes módon • Bemenő nyelv: az alkatrészprogram leírására szolgál a műszaki • nyelvhez közelálló fogalmakkal, rögzített szabályok • szerint, • Szintaxis: a nyelv szabályai (nyelvtana), • Szemantika: a nyelv értelmezése, fogalmi oldala, • Predefinitség: az alkatrészprogramban egy fogalomra csak • meghatározását (definícióját) követően lehet hivatkozni, • Modalitás: az alkatrészprogramban egy utasítás mindaddig • érvényben marad míg megváltoztatását kiváltó utasítás • meg nem jelenik, • Horizontális struktúra: a nyelvi mondatok felépítése, • Vertikális struktúra:a nyelvi mondatok alkatrész-programon belüli • sorrendiségét szabályozza,
Nyelvi elemek: • alkalmazható jelek (betűk, számok, speciális jelek) • szavak (hossza, felépítése: pl.: APT-ben max 6 karakter és betűvel kezdődik) • szótári szavak: - főszavak (a mondat típusát határozzák meg) • - módosítók (módosítják a mondat típusát, megadják a következő paraméter jelentését, jelentéssel bírnak) • szótáron belüli szavak (azonosítók formális paraméterek) • karakterlánc (string, szöveg)
mondat, utasítás (felépítésének szabályai) • Az APT mondat általános felépítése: n [<azonosító>=] <főszó> /[<módosító>!<paraméter>!<azonosító>] Pl.: C1 = CIRCLE/TANTO, IN, C2, OUT, C3, RADIUS, 50, YLARGE 0
szerszám azonosító száma szerszám helye a szerszámgépen TOOLNO/256432, 22 SPINDL/400, CLW Elemi technológiai utasítások fordulatszám forgásirány FEDRAT/0.5, PERREV GOTO/P2 STOP
alkatrészprogram: nyelvi mondatok rendezett halmaza • Felépítése: • Program kezdete PARTNO/TENGELY 6678 • Program törzse • Program vége FINI • Program törzse: • általános adatok (mdb-ra, megmunkálásra vonatkozóan) lásd: GTIPROG/EC • geometriai leírás, definíciók (lásd: geometriai modellezés, GTIPROG/EC) • technológia: - technológiai definíciók • - technológiai definíciók aktivizálása • - megmunkálási helyek kijelölése • - elemi technológiai utasítások
APT alkatrészprogram • (Példa):
Elemi mozgásutasítások: a) Utasítások pozicionáló mozgásra GOTO/P1 mozgás adott pontra GOTO/X1, Y1, Z1 GODLTA/dx, dy, [dz] mozgás növekménnyel GODLTA/dz
b) Pályamenti (felületek menti) mozgatás utasításai TO GO/ON, ds, PAST mozgás adott felületekhez mozgás felületek mentén
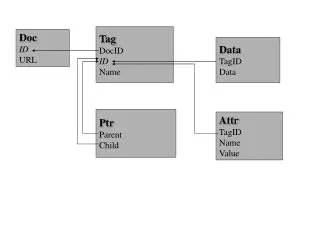
Közbenső nyelvek • Az ATTR komponensek (szintek, szegmensek) közötti információátadást szolgálják: • . közvetlen elérésű fájlok: • - geometriai és technológiai definíciók normálalakjai • - szerszámok leírása • . soros, szekvenciálisa elérhető fájlok: • - szerszámok aktiválási sorrendje • - megmunkálási folyamat leírása • Szabványosítva a processzor-posztprocesszor közbenső nyelv a CLDATA (Cutter Location Data) • CLDATA: rekordok szekvenciális sorozata • A rekordok szavakból állnak.
A rekordok általános felépítése: A rekord első négy szava: Sz 0 (I) = length, a rekord további szavainak száma Sz 1 (I) = iseqno, a rekord sorszáma Sz 2 (I) = a rekord típuskódja Sz 3 (I) = a rekord altípuskódja (ha van) vagy valamilyen kód típusú adat A további szavak típusa és jellege a rekord típusától, altípusától függ. Szintaxis, Szemantika, Modalitás, Horizontális és Vertikálisstruktúra értelmezése mint a bemenő nyelvnél Horizontális struktúra: a rekordok felépítése
1000-es típusú rekord Neve: CARDNO Felépítése: Sz 1(I) = iseqno Sz 2(I) = 1000, CARDNO Sz 3(I) = icard az alkatrészprogram azon mondatának sorszáma,mely forrása a további rekordoknak. (Hibavizsgálathoz!)
2000-es típusú rekord Posztprocesszor utasítások (döntően a bemenő nyelv elemi technológiai utasításainak felel meg) Általános felépítés: Sz 1(I) = iseqno Sz 2(I) = 2000 Sz 3(I) = altípus-kód … további szavak az altípus-kódtól függenek
Példa néhány 2000-es rekordra: 1.) Sz 3(I) = 1002, HEAD Sz 4(I) = 193 Sz 5(I) = ikead, megmunkáló fej, -szán kódja Utasítást ad a megnevezett (ikead) szán vagy megmunkáló fej működésbe lépésére 2.) Sz 3(I) = 1009, FEDRAT Sz 4(I) = 501, PERMIN 504, PERREW 71, ON 72, OFF Sz 5(I) = s, előtolás értéke Előtolás bekapcsolása
3.) Sz 3(I) = 1025, TOOLNO Sz 4(I) = e, szerszámazonosító kód Sz 5(I) = f, szerszám helye a szerszámgépen …. esetleg további adatok a szerszám méreteire és korrekciójára vonatkozóan Szerszám aktivizálása 4.) Sz 3(I) = 1031, SPINDL orsóforgás Sz 4(I) = 71, ON bekapcsolás 72, OFF kikapcsolás 246, ORIENT orientált kikapcsolás, rögzítés 114, LOCK kikapcsolás + rögzítés Orsóforgás be- és kikapcsolás Sz 5(R) = n, fordulatszám 1/min 5.) Sz 3(I) = 1049, COUPLE Sz 4(I) = 71, ON 72, OFF Orsóforgás és előtolás szinkronizálása (menetvágáshoz)
6.) Sz 3(I) = 5, RAPID Gyorsmenet bekapcsolása 7.) Sz 3(I) = 1094, SAFPOS Sz 4(I) = 53, NOMORE érvényesség vége 1258, FIX szerszámcsere gép fix helyzetben Sz 4(R) = x Sz 5(R) = yszerszámcsere helyének koordinátái Sz 6(R) = z Szerszámcsere-helyzet előírás 8.) Sz 3(I) = 2, STOP gép leállítása 9.) Sz 3(I) = 3, OPSTOP feltételes stop
10.) Sz 3(I) = 1012, OPSKIP vezérlőmondatok feltételes átugrása Sz 4(I) = 71, ON 72, OFF 11.) Sz 3(I) = 1010, DELAY késleltetés Sz 4(I) = 98, SPIN sec-ban adva 97, REW orsófordulatok számával adva Sz 5(R) = a késleltetés értéke Sz 4 dimenzióban 12.) Sz 3(I) = 1071, CLDIST biztonsági távolság Sz 4(R) = a durva, nyers felületekhez Sz 5(R) = b sima, előmunkált felületekhez 13.) Sz 3(I) = 1030, COOLNT hűtés ki- és bekapcsolás Sz 4(I) = 71, ON 72, OFF 89, FLOOD folyadék bekapcsolás 90, MIST ködhűtés bekapcsolás 91, TAPKUL menetfúráshoz hűtés bekapcsolás Sz 5(I) = a hűtéscső azonosító kódja
14.) Sz 3(I) = 1037, TRANS Sz 4(R) = x alkatrész-koordinátarendszer Sz 5(R) = y origójának helye szerszámgép Sz 6(R) = zkoordinátarendszerében 15.) Sz 3(I) = 1, END befogás vége 16.) Sz 3(I) = 1026, ROTABL asztalforgatás Sz 4(I) = 266, INDEX elforgatás indexelt pozicióba 1, ATANGL elforgatás adott szöghelyzetbe Sz 5(R) = a elforgatás poziciója, szöge 17.) Sz 3(I) = 1045, PARTNO alkatrészprogrammegnevezése (CLDATA kezdete) Sz 4(T) …… PARTNO-ban lévő szöveg Sz n(T)
18.) Sz 3(I) = 1015, MACHIN Sz 4(T) …… szerszámgép és vezérlés Sz n(T) megnevezése, azonosítója 19.) Sz 3(I) = 1044, PPRINT Sz 4(T) …… gyártási dokumentációban Sz n(T) kinyomtatandó szöveg 20.) Sz 3(I) = 1046, INSERT Sz 4(T) …… vezérlőprogramba beszúrandó Sz n(T) vezérlőmondat
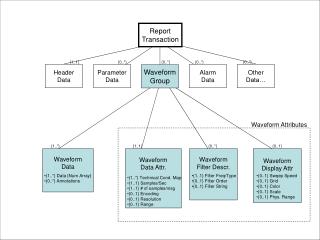
21.) Sz 3(I) = 1054, CYCLE ciklus Sz 4(I) = 163, DRILL fúrás Sz 5(R) = deptk mélység(megmunkálás) Sz 6(I) = 316, MMPR [mm/ford] Sz 7(R) = n orsó fordulatszám Sz 8(R) = cldist biztonsági távolság Sz 9(I) = 280, RAPTOgyors ráállás Sz 10(R) = rdepth relatív szabad mélység (ütközési magasság) Sz 11(I) = 279, DWELL Sz 12(R) = deley késleltetés fordulatban 3000-es típusú rekordok Geometriai elemek normálalakjai
4000-es 5000-es típusú rekord Egyenesvonalú szerszámmozgás, egyenes szakaszokkal közelített görbevonalú szerszámmozgás. Sz 2(I) = 5000 Sz 3(I) = 3, FROM, kiindulási helyzet 4, GODLTA 5, GOTO 6, GOTO folytatása Sz 4(N) = felület vagy pontminta azonosítója Sz 5(I) = pontindex Sz 6(R) = X1 Sz 7(R) = Y1 Sz 8(R) = Zz ---------------------------- Sz 9(R) = Xz . . . Sz 245(R) =
Sz 2(I) = 4000 magyar javaslat Sz3(I) = 1, TLRGT 2, TLLFT 3, TLON 0, undefinit Sz 4(I) = 0, undefinit Sz 5(I) = 5, GOTO, mozgás adott célpont(ok)ra Sz 6(I) = 1, ha (x, y, z) 2, ha (x, y, z, u) 3, ha (x, y, z, i, j, k) i, j, k: szerszám tengelyvektor 4, ha (x, y) 5, ha (x, y, z, l, m, n) l, m, n: felületnormális
6, ha (x, y, z, i, j, k, l, m, n) 7, ha (x, y, l, m) Sz 7(N) = name, azonosító (PAT1) Sz 8(I) = pont index vagy undefinit Sz 9(I) = 1, normál pozícionálás 2, fokozott pontosságú pozícionálás Sz 10(R) koordináták vagy koordináta- …… csoportok Sz 6 és Sz 0 = length Sz length(R) függvényében
6000-es típusú rekord Sz 2(I) = 6000 Sz 3(I) = 7, INTERP interpoláció kezdete 8, INTNOM interpoláció vége 14000-es típusú rekord Sz 2(I) = 14000, FINI (CLDATA vége)
15000-es típusú rekord: görbevonalú szerszámmozgás Sz 2(I) = 15000 Sz 3(I) = 1, TLRGT 2, TLLFT 3, TLON 0, undefinit Sz 4(I) = 0, undefinit Sz 5(I) = 4, CIRCLE, mozgás körív mentén Sz 6(I) = 13 16 további szavak száma 19 Sz 7(N) = azonosító név (ds) Sz 8(I) = 0
Sz 9(R) = xc Sz 10(R) = yc kör középpont koordinátái Sz 11(R) = zc Sz 12(R) = i Sz 13(R) = j kör síkjának normálvektora Sz 14(R) = k Sz 15(R) = r kör sugara Sz 16(R) = kör középponti szög Sz 17(R) = x Sz 18(R) = y körív végpontjának (mozgás Sz 19(R) = z végpont) koordinátái Sz 20(R) = l Sz 21(R) = m felület normális a mozgásvégpontban Sz 22(R) = n Sz 23(R) = o Sz 24(R) = p szerszám tengelyvektora mozgásvégpontban Sz 25(R) = r
17000-es típusú rekord: szerszámok Sz 2(I) = 17000 Sz 3(I) = 1, TOOLST szerszám leírás Sz 4(I) …… szerszámokat leíró adatok Sz n(R) Sz 2(I) = 17000 Sz 3(I) = 2, TLPOST szerszámok aktivizálási sorrendje Sz 4(I) = szerszám sorszáma a TOOLST rekordok között = 0, ha nincs TOOLST rekord Sz 5(I) …… szerszámot és korrekciós Sz n(R) kapcsolókat azonosító adatok 18000-es típusú rekord: alkatrész- és nyersdarab-adatok Sz 2(I) = 18000 Sz 3(I) = 2, PART alkatrészre vonatkozó adatok 3, WPIECE nyersdarabra vonatkozó adatok