Download
1 / 18
180 likes | 245 Views
ENM 208 SHEET METAL WORKING. ANADOLU UNIVERSITY Industrial Engineering Dep. Saleh AMAITIK. Manufacturing Processes. Sheet Metalworking. Sheet metalworking includes Cutting and Forming operations performed on relatively thin sheets of metal.

E N D
ENM 208 SHEET METAL WORKING ANADOLU UNIVERSITY Industrial Engineering Dep. Saleh AMAITIK
Manufacturing Processes Sheet Metalworking Sheet metalworking includes Cutting and Forming operations performed on relatively thin sheets of metal. Most sheet metal thicknesses are between 0.4 mm and 6 mm. When thickness exceeds about 6 mm, the stock is usually referenced to as plate rather than sheet. Operations usually performed as cold working. Sheet and plate metal parts for consumer and industrial products such as - Office furniture - Automobiles and trucks - Airplanes - Farm and construction equipment Spring 2005
Manufacturing Processes Advantages of Sheet Metal Parts • High strength • Good dimensional accuracy • Good surface finish • Relatively low cost • For large quantities, economical mass production • operations are available Spring 2005
Manufacturing Processes Categories of Sheet Metalworking Processes The three major categories of sheet metal processes are: • Cutting • Shearing to separate large sheets; or cut part perimeters or make holes in sheets • Bending • Straining sheet around a straight axis • Drawing • Forming of sheet into convex or concave shapes Spring 2005
Manufacturing Processes Sheet Metalworking Terminology The tooling used to perform sheet metalwork is called Punch and Die. Most sheet metal operations are performed on machine tools called Presses. The term Stamping Press is used to distinguish these presses from forging and extrusion presses. The sheet metal products are called Stampings. Spring 2005
Manufacturing Processes Cutting Operations Cutting of sheet metal is accomplished by a shearing action between two sharp cutting edges. (2) punch begins to push into work, causing plastic deformation (1) just before the punch contacts work Spring 2005
Manufacturing Processes Cutting Operations (3) punch compresses and penetrates into work causing a smooth cut surface (4) fracture is initiated at the opposing cutting edges which separates the sheet Spring 2005
Manufacturing Processes Shearing, Blanking, and Punching There are three principal operations in pressworking that cut metal by shearing mechanism: • Shearing • Blanking • Punching Spring 2005
Manufacturing Processes Shearing Operation Shearing is a sheet metal cutting operation along a straight line between two cutting edges. (a) side view of the shearing operation (b) front view of power shears equipped with inclined upper cutting blade Symbol v indicates motion Spring 2005
Manufacturing Processes Blanking Operation Blanking involves cutting of the sheet metal along a closed outline in a single step to separate the piece from the surrounding stock. The part that is cut out is the desired product in the operation and is called the blank. Spring 2005
Manufacturing Processes Punching Operation Punching is very similar to blanking except that the piece that is cut is scrap, called the slug. The remaining stock is the desired part. Spring 2005
Manufacturing Processes Analysis of Sheet-Metal Cutting Clearance c Distance between the punch and die. Typical values range between 4% and 8% of stock thickness. • Recommended clearance can be calculated by: • c = at • where • c = clearance; • a = allowance; and • t = stock thickness Die size determines blank size Db; Punch size determines hole size Dh.; c = clearance • Allowance a is determined • according to type of metal Spring 2005
Manufacturing Processes Allowance a for Three Sheet Metal Groups Analysis of Sheet-Metal Cutting Spring 2005
Manufacturing Processes Analysis of Sheet-Metal Cutting Punch and Die Sizes for Blanking and Punching • For a round blank of diameter Db: • Blanking punch diameter = Db ‑ 2c • Blanking die diameter = Db • where c = clearance • For a round hole of diameter Dh: • Hole punch diameter = Dh • Hole die diameter = Dh + 2c • where c = clearance Spring 2005
Manufacturing Processes Analysis of Sheet-Metal Cutting Cutting Forces Estimates of cutting force are important because this force determines the size of thee press needed. Cutting force in sheet metalworking can be determined by • F = S t L • where • S = shear strength of metal (MPa); • t = stock thickness (mm), and • L = length of cut edge (mm) In blanking and punching operations, L is the perimeter length of the blank or hole being cut. Spring 2005
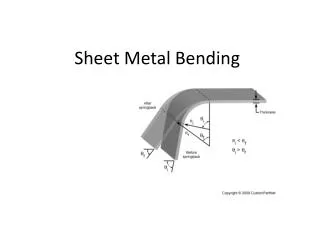
Manufacturing Processes Bending Operations Bending in sheet-metal work is defined as the training of the metal around a straight axis (a). During the bending operation, the metal on the inside of the neutral plane is compressed, while the metal on the outside of the neutral plane is stretched (b). Spring 2005
Manufacturing Processes Types of Bending Operations Edge bending performed with a wiping die V‑bending performed with a V‑shaped die Spring 2005
Manufacturing Processes Drawing Drawing is a Sheet metal forming to make cup‑shaped, box‑shaped, or other complex‑curved, hollow‑shaped parts Sheet metal blank is positioned over die cavity and then punch pushes metal into opening • (a) Drawing of a cup‑shaped part: • start of operation before punch • contacts work near end of stroke • (b) Corresponding workpart: • (1) starting blank • (2) drawn part Spring 2005