Download
1 / 46
540 likes | 1.05k Views
MAE Course 3344 Lecture 8 Sheet Metal Shaping and Forming. Professor John J. Mills Mechanical and Aerospace Engineering The University of Texas at Arlington. Material Transformation Processes. Assembly. SLS. Powders. Special. Firing/ Sintering. Pressing. Injection Molding. Stamping.

E N D
MAE Course 3344Lecture 8Sheet Metal Shaping and Forming Professor John J. Mills Mechanical and Aerospace Engineering The University of Texas at Arlington Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Material Transformation Processes Assembly SLS Powders Special Firing/ Sintering Pressing Injection Molding Stamping Sheet metal forming Raw Material Continuous Casting/Rolling Rolling Forging/ Press forming Finishing Ingot casting Extruding Molten Material Machining Casting Shapes Single crystal pulling Blow molding Current lecture Increasing level of detail Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Overview of Sheet Metal Forming • Overview • Shearing to make blanks • Fundamentals of forming sheet metal Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Forming History • Very old process - back to 5000 BC • Original sheet obtained by hammering over a stone anvil • Cut to shape with a knife • Formed over stone or wooden dies by hammering • Now sheet produced by sheet mills • Cutting to shape and forming is by machines Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
General Practices • Most common commercial material is carbon steel • Most common aircraft and aerospace materials are aluminum and titanium • Aluminum increasingly found in automobiles • Sheet metal forming consists of three basic processes; • Cutting to form a shape (blank) • Forming by bending and stretching • Finishing Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
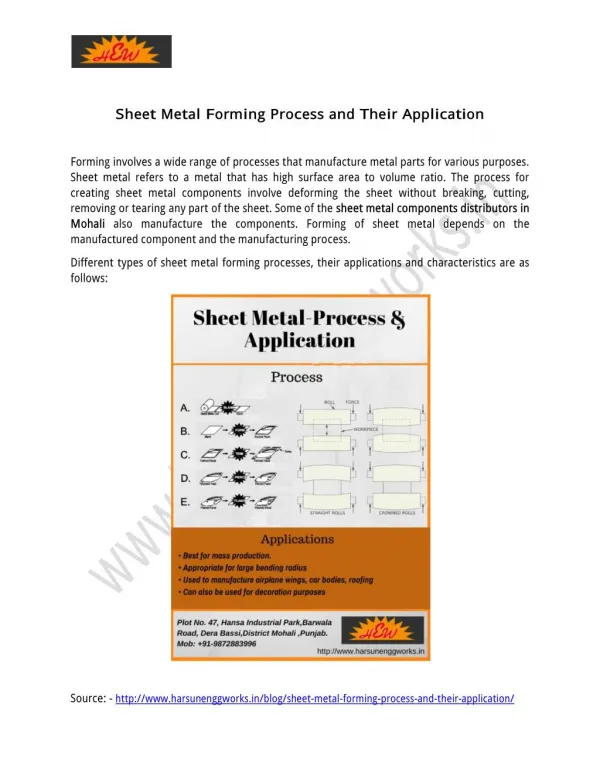
Sheet Metal Forming Processes Punching Blanking Fine Blanking Stamping Embossing Deburring Cleaning Coating Shearing Slitting Cutting Sawing Sheet, Plate Blank Bending Roll forming Stretch forming Deep drawing Rubber forming Spinning Peen forming Superplastic forming Explosive forming Magnetic pulse forming Making blanks forming finishing Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Advantages and Disadvantages • Advantages • light weight, • versatile shapes, • low cost • Disadvantages • tooling costs (for high production runs) • sheet metal may not be appropriate to design function Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Shearing • Needed to cut rough blanks from the large sheets • A blank is the term for the rough shape needed to form the final part • Rectangular blanks created by shears, saws, rotary cutters • These blanks can • be further sheared into more complex shapes • be further formed (bent, deep drawn, etc) into more complex shapes • also be the final product Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
The Basic Shearing Process • Like cutting paper with scissors but using a machine • Shearing starts with cracks developed on top and bottom of sheet by exceptionally high shear stresses • A fracture process • The Punch is typically the moving part • The Die is the stationary part. Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
The Basic Shearing Process Results • Typically creates rough fracture surfaces • Smoothing of this surface occurs by rubbing on the shear blades or the die • Shears, the machine for cutting metal can operate up to thickness of several inches Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Effect of die clearance on deformation zone • Smaller the clearance, the better the edge Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Simple Shearing Advantages and Disadvantages • Advantages • Simple • Minimal tooling • Stops for dimensions • Disadvantages • Only simple shapes (rectangles) Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Shearing Operations for more complex shapes • Punching • More complex shapes than simple shearing • Made by punch and die set • Internal part (slug) discarded • Blanking • Same basic process as Punching but • Internal part (slug) retained • Fine blanking - a specialized kind of blanking • Other operations include • Parting Stamping Notching Embossing • Lancing Perforating Slitting Nibbling • Shaving Steel rules (soft materials only) Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Other shearing processes Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Punching • Circular blanks created by punch and die Punch Workpiece Die Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
A Punched Hole Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Process variables in shearing with a punch and die and punch force • F = 0.7 T L (UTS) • where • F force • T workpiece thickness • L total sheared length (the circumference in this case) • UTS Ultimate tensile strength of workpiece material Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Major Processing Factors in Shearing Die Design • Punch shape • Bevel • Reduces shear forces and noise • Double bevel • Reduces lateral forces of bevel shear • Convex shear • All produce at least one part (e.g. the blank) which is bent. Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
The Blank Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Punch and Die Shape Material Clearance between punch and die Increased clearance Workpiece ductility and thickness Increased ductility Decreased thickness Dulled tools Speed of punch/shear Decreased speed Increased Lubrication Major Processing Factors in Shearing Independent parameters Dependent parameters Rougher edgeLarger deformation zone Increased burr height Greater ratio of burnished to rough areas Decrease max. punch force Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Major Processing Factors in Shearing Die Design • Clearances • Depends on • Workpiece material • Thickness • Size of hole • Proximity of hole to sheet edge • Small holes required larger clearances than large holes • Typically range form 2-8% of sheet thickness • Can range from 1%(Fine Blanking) to 30% Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Fine Blanking • A device called a V-shaped Stinger locks the sheet in place • Prevents distortion at sheared edges • Very tight (<1%) clearances) • Therefore tight tolerances possible Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Other Methods of Cutting Sheet Metal • Band saw • Very versatile but not very precise • Used a lot in job shops • Flame cutting • Used mostly on thick steel sheet • Can cut quite complex shapes but is not precise • Leaves a very rough edge and often a heat affected zone • Laser-beam cutting • Very popular since it can be readily programmed to cut complex shapes • Leaves a fine heat affected zone (much smaller than flame cutting) Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Other Methods of Cutting Sheet Metal • Friction sawing • Cut-off saw • Uses abrasive disk • Versatile but inaccurate • Water jet • Uses high pressure jet of water to cut • Leaves nice finished edge • Limited in materials that can be cut • Abrasive water jet • Like water jet but with abrasives contained in jet • Cuts anything • Leaves nice edge and is precise • Programmable and can cut almost any shape Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Equipment • Shears • A long stationary blade (lower) and a moveable top blade with a table to support the material. Upper blade can be at an angle to reduce forces but this gives a curved blank Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Equipment • Saws • Band • A continuous blade that moves at high speeed through a hole in the table which supports the work piece. The material is moved around while the blade is stationary • Cut-off • Can be band type or a circular rotating blade. The material is clamped to a table and the weight of the blade holder forces the moving blade through the material • Punch presses • Like forging machines but can provide high repetition rates Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Equipment • Presses • Used for shaped punches and dies • Precision • Fast acting • Often combine forming operations as well • CNC nibblers • Can create many shapes using nibbling tools • Automated punch presses • moves large sheet around to position a specific location over a punch and die which is automatically changed to deliver a variety of shapes and diameters of holes Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Equipment • Flame, laser and water jet cutting systems • Typically are robots that have the cutting device on the end of the robot arm (the end effector) • The robots are programmed to cut a shape • The robot can be a simple as a linear mechanism to move the end effector over a straight line to cut large slabs Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Fundamentals of Sheet Metal Forming Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Forming • The sheet metal forming process includes bending, stretching, drawing and otherwise deforming sheet with tools and machines to create a product or component. • To form sheet metal it must have a yield point and exhibit plastic flow • Brittle materials such as ceramics and carbides cannot be formed this by these processes • We must understand the mechanical properties of the sheet before deforming it • Yield stress, elongation, anisotropy,surface finish, grain size, edge conditions Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Basic modes of deformation • Bending • Folding the sheet • The most common operation • The only deformation occurs at the bend • Stretching • Characterized by uniaxial or biaxial uniform strain • Typically the material is grasped by the edges and pulled over a die • Drawing • Characterized by deforming the sheet into a die with a punch or by other means. Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Characteristics for Forming Sheet Metal Characteristics for Forming • Important properties • Elongation • Need high uniform elongation • True strain at which necking occurs (= strain hardening coeff.) • Need large strain hardening exponent Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Characteristics for Forming • Yield point elongation (important for low carbon steels and Al/Mg alloys) • Non-uniform elongation • Restricts the amount of deformation possible during forming • Some parts yield while others do not • Leuders bands Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Characteristics for Forming • Important properties • Anisotropy • Produces non-uniform deformation • Gives ears during deformation • Two kinds • Planar • Normal • Grain size • Influences strength of product • Influences surface finish • Large grains give mottled appearance • State of the sheared edges • Rough edges cause premature failure during forming • State of the sheet surface Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Failure mechanisms include: • Necking • As occurs at the ultimate tensile stress • Tearing • As it sounds Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Formability • The term "Formability" integrates the important properties into one word • Definition • The ability of sheet to undergo the required shape change or deformation without failure Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Generic Formability Tests • Tests to measure the formability of the metal • Tensile testing • Universal test method - stress and strain to failure under uniaxial stress • Biaxial tensile testing • More generic and representative of forming conditions • Very difficult and hence expensive to do properly • Cupping • A simple generic test for all forms of sheet metal forming Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Cupping Test and Formability Diagram • The Cupping test • Push a round steel punch into firmly held sheet until a crack appears • Metric is the amount of deformation when crack appears measures the formability • Use Cupping test on various widths to change the strain conditions to provide data on forming limits • Narrow widths undergo simple uniaxial tension • Large widths undergo equal biaxial stretching • The forming limits as a function of major and minor strain is the Forming Limit Diagram Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Cupping test Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Forming Limit Diagram Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Forming Limit Diagram • Give the limits of major and minor stress for cracking and tearing • Carbon steel and brass have higher limits than high strength steel and aluminum alloys and are more formable • Increased thickness raises the curves BUT • Thicker material difficult to bend around tight radii - see later • Note that having a compressive (negative) minor strain is advantageous • need special tooling Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Other forming tests • Depend on the specific forming method • Bending • Stretching • Drawing. etc Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Summary Characteristic Importance Elongation Determines the capability of the sheet metal to stretch without necking and failure; high strain-hardening exponent (n) and strain-rate sensitivity exponent (m) desirable. Yield-point elongation Observed with mild-steel sheets; also called Lueder’s bands and stretcher strains; causes flame like depressions on the sheets surfaces; can be eliminated by temper rolling, but sheet must be formed within a certain time after rolling. Anisotropy (planar) Exhibits different behavior in different planar directions; present in cold-rolled sheets because of preferred orientation or mechanical fibering; causes earing in drawing; can be reduced or eliminated by annealing but at lowered strength. Anisotropy (normal) Determines thinning behavior of sheet metals during stretching; important in deep-drawing operations. Grain size Determines surface roughness on stretched sheet metal; the coarser the grain, the rougher the appearance (orange peel). Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Summary Characteristic Importance Residual stresses Caused by nonuniform deformation during forming; causes part distortion when sectioned and can lead to stress-corrosion cracking; reduced or eliminated by stress relieving. Springback Caused by elastic recovery of the plastically deformed sheet after unloading; causes distortion of part and loss of dimensional accuracy; can be controlled by techniques such as overbending and bottoming of the punch. Quality of sheared edges Depends on process used; edges can be rough, not square, and contain cracks, residual stresses, and a work-hardened layer, which are all detrimental to the formability of the sheet; quality can be improved by control of clearance, tool and die design, fine blanking, shaving, and lubrication. Surface condition of sheet Depends on rolling practice; important in sheet forming as it can cause tearing and poor surface quality; see also Section 13.3. Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Sheet Metal Forming Processes Punching Blanking Fine Blanking Stamping Embossing Deburring Cleaning Coating Shearing Slitting Cutting Sawing Sheet, Plate Blank Bending Roll forming Stretch forming Deep drawing Rubber forming Spinning Peen forming Superplastic forming Explosive forming Magnetic pulse forming Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366
Summary • Shearing of sheet to form flat shapes • The fundamentals of changing that flat shape into a three dimensional one • Next lecture discusses different sheet metal forming processes Professor John J. Mills: Email: jmills@arri.uta.edu; Tel (817) 272-7366