Download

1 / 14
140 likes | 269 Views
HAMBURG BEAM PIPE POSSIBLE LAYOUT AND MANUFACTURING. JANUARY 2012.

E N D
HAMBURG BEAM PIPEPOSSIBLE LAYOUT AND MANUFACTURING JANUARY 2012
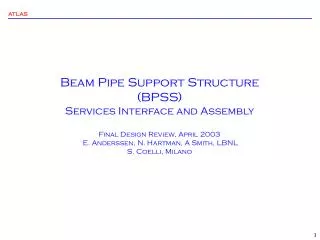
In order to meet the needs of diffractive physics a beam pipe, recalling the one developed at DESY in 1995, has been studied. In its design, the predominant aspect is the minimization of the thickness of the portions called floor and window. In fact, to avoid multiple scattering of the protons and, therefore, secondary particle emission the thickness of the window must be as little as possible. From what is known today, the size of the detectors is around 20 x 20 mm. In order to reduce the stress and the deformation of the beam pipe, the sizes and the shape of the floor and the window are different. Moreover, as there is a beam offset of about 10 mm, the geometry of both floor and window is not symmetrical with respect to the midplane. The window depth was fixed to be between 22 and 24 mm.
WINDOW FLOOR
The beam pipe is split in two independent portions hosting in the first portion a Si detector (length of the floor of about 70 mm) and a second portion with a floor of 700 mm of length hosting the timing detectors (QUARTIC and GASTOF) • The theoretical thicknesses of the floor and the window are 300 μm and 250 μm respectively, so that the maximum level of stress under atmospheric pressure is around 80 MPa in all sections located at the transition between the thin wall and the rest of the beam pipe. • As the mechanical tolerances would be negative (maximum value of minus 20 μm) the level of stress can increase up to 100 MPa, still three times smaller than the material yield point. • In fact, the chosen material is austenitic steel AISI 316LN having grain size below 25 microns. • From the aforementioned window thickness, the cumulated value of 1 mm is well met (250 μm multiplied by 3 walls corresponding to two walls of the first beam pipe hosting the Si detector and one of the beam pipe hosting the other two detectors)). • It is worth mentioning that the thickness of the NEG coating is around 1 μm.
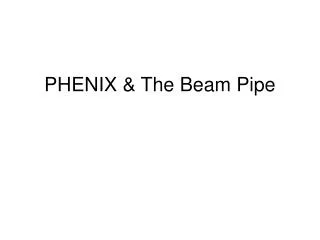
BEAM QUARTIC GRASTOF Si DETECTOR MOVEMENT FEEDTHROUGHS CABLING AND COOLING To prevent a possible vacuum breakdown, the beam pipe and all detectors are housed in a sealed container where medium-high vacuum is made. Then,in operation the beam pipe does not see any wall deformation and, therefore its horizontal movement towards the beam does not have to be corrected or offset. • Generally speaking, going from right o left, the layout consists of a first BPM (Beam Positioning Monitor), two or three bellows (depending on the vacuum impedance) permitting a displacement from 25 to about 40 mm (around 12 mm per bellow), a second BPM, the container where the beam pipes and the detectors are housed in with a BPM in between, a forth BPM out of the container and two or three bellows.
MOVING TABLE 214 m
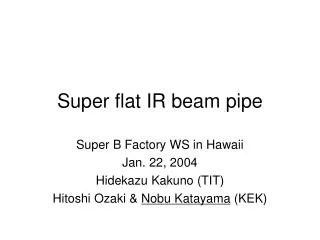
BELLOWS QRL SECONDARY VACUUM BELLOWS BPM
300 mm – place for detectors The range of motion of the beam pipe can vary from 15 to 30 mm according to its shape related to the beam coupling impedance. The target and the wishes for the precision and the reproducibility of the displacement towards the beam of the whole assembly (beam pipe, detectors and container) placed on the moving table would be around 10 microns while the accuracy of the measurement of the movement would be better than 5 microns.
One of the main problems of the beam pipe is the fact that its thickness is not uniform and even a perfectly machined beam might lose its shape or be destroyed by heating it up during the NEG coating activation if the transient of temperature between the thin and the thick shapes is not extremely limited. Moreover, this problem is greatly magnified as the activation is made under vacuum. In fact, the beam is already deformed and, then, prone to buckle more easily. Transient heat transfer calculations show that one should heat this beam at a pace of 3-4 degree per minute, which means that the heating system must be accurate but this seems not to an issue.
As the radiation doses seen by the sealing joints of the secondary vacuum container are around 10**3 Gy/year for a Luminosity of 10**34, elastomeric joint could be used for the covers (metallic joint are needed for ultravacuum) [e.g. EDPM (Ethyline Propylene Diene) – 10**6 Gy] FermiLab Data After several tests, it is clear that one cannot envisage an insulated beam pipe because a uniform thickness smaller than 100 μm is not achievable. So, in order to withstand the differential of electrical potential between the beam pipe and the Si detector, the only way is to insulate the Si detector with a folded polyimide foil of 25 or 50 μm. This option would even permit the contact (minimum distance) between the detector and the pipe. Another issue is the lifetime of the bellows as they should withstand between 2 and 4 back-and-forth cycles per day and, then, a cumulative lifetime figure of 15000 cycles. As it is said that the BPM leaks when is heated at temperature greater than 190 - 200 ºC because of the deformation of the metallic joints, so this is one additional reason why it is out of the containers.
In order to check the manufacturing feasibility of the beam pipe and the problems occurring during its lifetime, a short model with a floor of 300 mm of length is foreseen to be produced. This length is the good compromise for the fine tuning of the manufacturing procedures. Moreover, this length will also permit gauging the impact of the various working conditions that the beam pipe is going to see in its lifetime as the results would be consistent, realistic and truthful.