Download
1 / 7
80 likes | 436 Views
Cellular Manufacturing and Plant Layout. Lean Manufacturing Series. Outline. Fundamentals of layout Process Product Fixed Hybrid Cellular Manufacturing Characteristics Implementing Cells Part Families Production Flow Analysis. L. G. G. L. M. Product Layout. G. D. Part #1. M.

E N D
Cellular Manufacturingand Plant Layout Lean Manufacturing Series
Outline • Fundamentals of layout • Process • Product • Fixed • Hybrid • Cellular Manufacturing • Characteristics • Implementing Cells • Part Families • Production Flow Analysis
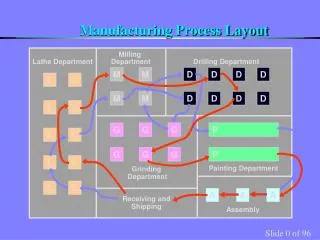
L G G L M Product Layout G D Part #1 M L A A Receiving Part #2 D M L Shipping Part #3
Empowered Employees in Cells • Goals and tracking charts are maintained and posted. • Problems are solved through daily cell meetings and problem solving teams. • The inventory management system is a KANBAN Demand Pull instead of a work order/kit picking system. • Cells are responsible for planning, scheduling and expediting directly with vendors. • They establish and maintain a KANBAN system with the vendors.
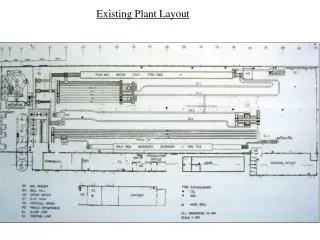
Factory Flow Analysis - Methodology • Study and map the existing flow system • Identify the dominant material flows between shops (or buildings) • Determine the Process Route Number (PRN) for each part • Analyze the part by PRN. • Combine closely associated processes at departments that complete most of the parts they make • If parts are observed to backtrack then such flows are eliminated by minor redeployment of equipment
Group Analysis • The flows in each of the individual shops (identified by FFA) are analyzed. • Operation sequences of the parts that are being produced in a particular shop are analyzed to identify manufacturing cells. • Loads are calculated for each part family to obtain the equipment requirements for each cell
PFA: Weakness • PFA is suitable mostly for small-sized applications, but it has difficulties coping with some large cell formation problems when the Machine-Part Matrix becomes more complex because of problem size