BELLE beam pipe
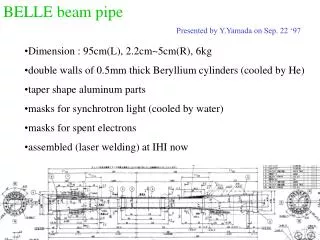
BELLE beam pipe. Presented by Y.Yamada on Sep. 22 ‘97. Dimension : 95cm(L), 2.2cm~5cm(R), 6kg double walls of 0.5mm thick Beryllium cylinders (cooled by He) taper shape aluminum parts masks for synchrotron light (cooled by water) masks for spent electrons

BELLE beam pipe
E N D
Presentation Transcript
BELLE beam pipe Presented by Y.Yamada on Sep. 22 ‘97 • Dimension : 95cm(L), 2.2cm~5cm(R), 6kg • double walls of 0.5mm thick Beryllium cylinders (cooled by He) • taper shape aluminum parts • masks for synchrotron light (cooled by water) • masks for spent electrons • assembled (laser welding) at IHI now
Almost parts were already machined. Uno san and Haba san were inspecting them. We have two sets of parts for beam pipe.
Inner and outer Be cylinders were welded with Al flanges by Brush Wellman (Electro Fusion) Co..
Aluminum parts and Beryllium pipes. Channels for water cooling on the Al parts were already machined.
Covers on the He channels. Covers on the water channels. Transition piece between Al and SUS cooling pipes.
Uno san and Haba san were inspecting X-ray photographs. X-ray photograph for Be cylinders welded with Al flanges by BW. No failure was found.
CO2 laser system used for welding the covers on the cooling channels. Welding is done with NC machine soon.
YAG laser system used for welding the Be part and Al parts. Jigs are under preparation. Welding will be done in mid October after the tuning using test pieces.
Status and schedule • Almost parts were already machined. • Welding for the cooling channels will be done soon. • Welding between Be part and Al parts will be done in mid. October. • Jigs for final welding are under fabrication. • Welding condition is being tuned. • Vacuum test and cooling test will be done by IHI after the welding. • Vibration test will be done by SVD group at KEK. • Another beam pipe will be prepared by June ‘98 by accelerator group for backup. This has 1mm thick Al cylinder instead of Be double walls, and it will enable us to do some experiments without SVD.