LINE BALANCING
250 likes | 561 Views
KELOMPOK 6 IRFAN SAPUTRA D221 08 851 SUSANTI D221 08 861 HAJAR ASWAD D221 08 004 ADI WELLY KOBA D221 08 259 ANDI MUH NOVIANSYAH D221 08 853 CAKNAS ASHARI D221 08 859. LINE BALANCING.

LINE BALANCING
E N D
Presentation Transcript
KELOMPOK 6 IRFAN SAPUTRA D221 08 851 SUSANTI D221 08 861 HAJAR ASWAD D221 08 004 ADI WELLY KOBA D221 08 259 ANDI MUH NOVIANSYAH D221 08 853 CAKNAS ASHARI D221 08 859 LINE BALANCING
Aliranprosesproduksisuatudepartemenkedepartemanyang lainnyamembutuhkanwaktuproses (waktusiklus) produktersebut. Apabilaterjadihambatan/ketidakefisiensiandalamsuatudepartemenakanmengakibatkantidaklancarnya material kedepartemenberikutnya, sehinggaterjadiwaktumenunggu (delay time) danpenumpukanmaterial. Dalamupayamenyeimbangkanliniproduksimakatujuanutama yang ingindicapaiadalahmendapatkantingkatefisiensi yang tinggibagisetiapdepartemendanberusahamemenuhiproduksi yang telahditetapkan, sehinggadiupayakanuntukmemenuhiperbedaanwaktukerjaantardepartemendanmemperkecilwaktutunggu. Konsepkeseimbanganliniproduksisangatcocokditerapkanuntukperusahaanbertipeproduksi missal. Padaproduksi missal, penyeimbanganlintasaniniakansangatbermanfaat. Padaproduksi missal, penurunansedikitwaktusiklusproduksiakanmemberikanpenghematanbesardalambiayaproduksi. Liniproduksi yang seimbang, berartitidakadaoperasi-operasi yang menganggur (idle), jugaakanmemberikanefisiensi yang bermuarapadaoptimalitasbiayaproduksi. LATAR BELAKANG LINE BALANCING
Padaproduksimassal, liniproduksi yang seimbangjugaakanmemudahkanpenyiapanfasilitasdanbahan-bahanpembantu. Beberapaperusahaanmengimlementasikankeseimbangnlintasaninisecaramaksimal, disertaidenganpemasangankonveyor.
Liniproduksiadalahpenempatan area-area kerjadimanaoperasi-operasidiatursecaraberturut-turutdan material bergeraksecarakontinumelaluioperasi yang terangkaiseimbang. • Menurutkarakteristiknyaprosesproduksinya, liniproduksidibagimenjadidua: a.Linifabrikasi, merupakanlintasanproduksi yang terdiriatassejumlahoperasipekerjaan yang bersifatmembentukataumengubahbentukbendakerja b. Liniperakitan, merupakanlintasanproduksi yang terdiriatassejumlahoperasiperakitan yang dikerjakanpadabeberapastasiunkerjadandigabungkanmenjadibenda assembly atau subassembly LINI PRODUKSI
Jarakperpindahan material yang minim diperolehdenganmengatursusunandantempatkerja • Aliranbendakerja(material), mencakupgerakandaribendakerja yang kontinu. Alirannyadiukurdengankecepatanproduksidanbukanolehjumlahspesifik • Pembagiantugasterbagisecaramerata yang disesuaikandengankeahlianmasing-masingpekerjaansehinggapemanfaatantenagakerjalebihefisiensi • Pengerjaanoperasi yang serentakyaitusetiapoperasidikerjakanpadasaat yang samadiseluruhlintasanproduksi • Operasi unit • Gerakanbendakerjatetapsesuaidengan set-up darilintasandanbersifattetap • Prosesmemerlukanwaktu yang minimum Beberapakeuntungan yang dapatdiperolehdariperencanaanliniproduksi yang baiksebagaiberikut :
Pemerataandistribusikerja yang seimbangdisetiapstasiunkerja yang terdapatdidalamsuatulintasanproduksifabrikasiataulintasanperakitan yang bersifat manual • Pergerakanaliranbendakerja yang kontinupadakecepat yang seragam. Alirannyatergantungpadawaktuoperasi • Arahaliran material harustetapsehinggamemperkecildaerahpenyebarandanmencegahtimbulnyaatausetidak-tidaknyamengurangiwaktumenunggukarenaketerlambatanbendakerja • Produski yang kontinugunamenghindariadanyapenumpukanbendakerjadi lain tempatsehinggadiperlukanaliranbendakerjapadalintasanproduksisecarakontinu • Keseimbanganlintasan, prosespenyusunannyabersifatteoritis. Dalamprktikpersyaratandiatasmutlakuntukdijadikandasarpertimbangan Persyaratan yang harusdiperhatikanuntukmenunjangkelangsunganlintasanproduksiantara lain:
PENGERTIAN : Line balancing merupakanmetodepenugasansejumlahpekerjaankedalamstasiun-stasiunkerja yang salingberkaitan/berhubungandalamsuatulintasanatauliniproduksisehinggasetiapstasiunkerjamemilikiwaktu yang tidakmelebihiwaktusiklusdaristasiunkerjatersebut. MenurutGasperz (2000), line balancing merupakanpenyeimbanganpenugasanelemen-elementugasdarisuatu assembly line ke work stations untukmeminimumkanbanyaknya work station danmeminimumkan total harga idle time padasemuastasiununtuktingkat output tertentu, yang dalampenyeimbangantugasini, kebutuhanwaktu per unit produk yang dispesifikasikanuntuksetiaptugasdanhubungansekuensialharusdipertimbangkan Selainitudapat pula dikatakanbahwa line balancing sebagaisuatuteknikuntukmenentukan product mix yang dapatdijalankanolehsuatu assembly line untukmemberikan fairly consistent flow of work melalui assembly line itupadatingkat yang direncanakan. LINE BALANCING
Tujuanline balancing adalahuntukmemperolehsuatuarusproduksi yang lancardalamrangkamemperolehutilisasi yang tinggiatasfasilitas, tenagakerja, danperalatanmelaluipenyeimbanganwaktukerjaantar work station, dimanasetiapelementugasdalamsuatukegiatanprodukdikelompokkansedemikianrupadalambeberapastasiunkerja yang telahditentukansehinggadiperolehkeseimbanganwaktukerja yang baik. Permulaanmunculnyapersoalan line balancing berasaldariketidakseimbanganlintasanproduksi yang berupaadanya work in process padabeberapa workstation. TUJUAN LINE BALANCING
Metodeformulasidengan program sistematis • MetodeKilbridge-WesterHeruistic • MetodeHelgeson-Birnie • MetodeMoodie Young • Metode Immediate Update First-Fit Heruistic • Metode Rank And Assign Heruistic MetodepenyeimbanganLine Balancing yang biasadigunakanantara lain:
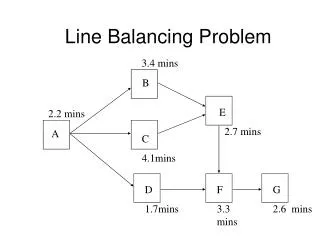
Langkah-langkahdalammetodeiniadalahsebagaiberikut : • Buatprecedence diagramuntuksetiapproses. • Tentukanbobotposisiuntukmasing-masingelemenkerja yang berkaitandenganwaktuoperasiuntukwaktupengerjaan yang terpanjangdarimulaioperasipermulaanhinggasisaoperasisesudahnya. • Membuatrangkingtiapelemenpengerjaanberdasarkanbobotposisidilangkah 2. Pengerjaan yang mempunyaibobotterbesardiletakkanpadarangkingpertama. • Tentukanwaktusiklus (CT). • Pilihelemenoperasidenganbobottertinggi, alokasikankesuatustasiunkerja. Jikamasihlayak (waktustasiun < CT), alokasikanoperasidenganbobottertinggiberikutnya, namunlokasiinitidakbolehmembuatwaktustasiun > CT. • Bilaalokasisuatuelemenoperasimembuatwaktustasiun > CT, makasisawaktuini (CT – ST) dipenuhidenganalokasielemenoperasidenganbobot paling besardanpenambahannyatidakmembuat ST < CT. • Jikaelemenoperasi yang jikadialokasikanuntukmembuat ST < CT sudahtidakada, kembalikelangkah 5. METODE HELGESON BIRNIE
Memiliki 2 faseyaitu : Fasesatu: Elemenpengerjaanditempatkanpadastasiunkerja yang berurutandalamliniperakitandenganmenggunakanaturanlargest-candidate. Aturanlargest-candidateterdiriataspenempatanelemen-elemen yang adauntuktujuanpenurunanwaktu. Dari sini, biladuaelemenpengerjaancukupuntukditempatkandistasiun, salahsatu yang mempunyaiwaktu yang lebihbesarditempatkanpertama. Setelahmasing-masingelemenditempatkan, ketersediaanelemendipertimbangkanuntuktujuanpengurangannilaiwaktuuntukpenugasanselanjutnya. Fasedua: Padafaseduainimencobauntukmendistribusikanwaktunganggur (idle) secaramerata (sama) untuktiap-tiapstasiunmelaluimekanismejualdan transfer elemenantarstasiun. METODE MODIE YOUNG
Line balancing merupakanmetodepenugasansejumlahpekerjaankedalamstasiun-stasiunkerja yang salingberkaitan/berhubungandalamsuatulintasanatauliniproduksisehinggasetiapstasiunkerjamemilikiwaktu yang tidakmelebihiwaktusiklusdaristasiunkerjatersebut. • Tujuan line balancing adalahuntukmemperolehsuatuarusproduksi yang lancardalamrangkamemperolehutilisasi yang tinggiatasfasilitas, tenagakerja, danperalatanmelaluipenyeimbanganwaktukerjaantar work station, dimanasetiapelementugasdalamsuatukegiatanprodukdikelompokkansedemikianrupadalambeberapastasiunkerja yang telahditentukansehinggadiperolehkeseimbanganwaktukerja yang baik. • Persyaratanumum yang harusdigunakandalamsuatukeseimbanganlintasanproduksiadalahdenganmeminimumkanwaktumenganggur (idle time) danmeminimumkan pula keseimbanganwaktusenggang (balance delay). KESIMPULAN
tujuandarilintasanproduksi yang seimbangadalahsebagaiberikut: - Menyeimbangkanbebankerja yang dialokasikanpadasetiap workstation sehinggasetiap workstation selesaipadawaktu yang seimbangdanmencegahterjadinya bottle neck. Bottle neck adalahsuatuoperasi yang membatasi output danfrekuensiproduksi. - Menjagaagar pelintasanperakitantetaplancar. - Meningkatkanefisiensiatauproduktifitas. • Metodepenyeimbanganline balanacingyang biasadigunakanantara lain: 1.Metode formulasidengan program sistematis 2.Metode Kilbridge-WesterHeruistic\ 3.Metode Helgeson-Birnie 4.Metode Moodie Young 5.Metode Immediate Update First-Fit Heruistic 6.Metode Rank And Assign Heruistic