Chapter 7 Assembly Line Balancing
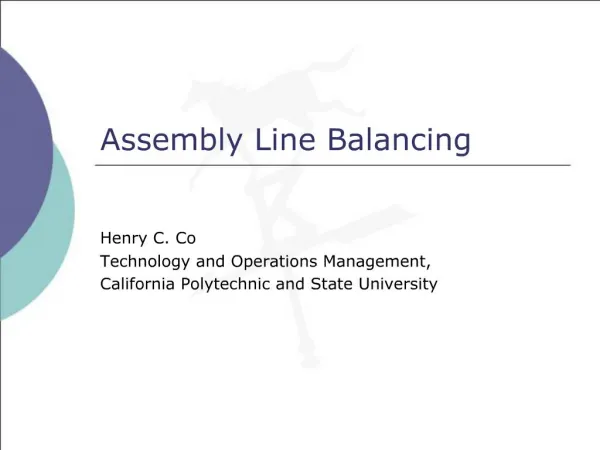
Chapter 7 Assembly Line Balancing. OBJECTIVES. Assembly Line balancing. An Assembly Line Layout. 1. 3. Work. Station. Work Station. 4. 5. 2. Work Station. Belt Conveyor. Office. Note: 5 tasks or operations; 3 work stations. Repetitive Layout. Assembly Line Balancing.

Chapter 7 Assembly Line Balancing
E N D
Presentation Transcript
OBJECTIVES • Assembly Line balancing
1 3 Work Station Work Station 4 5 2 Work Station Belt Conveyor Office Note: 5 tasks or operations; 3 work stations Repetitive Layout
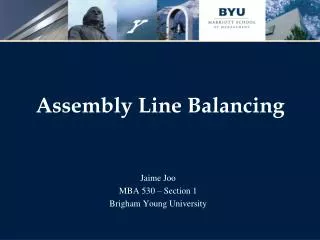
Assembly Line Balancing • Analysis of production lines • Nearly equally divides work between workstations while meeting required output • Objectives • Maximize efficiency • Minimize number of work stations
Assembly Line BalancingThe General Procedure • Determine cycle time by taking the demand (or production rate) per day and dividing it into the productive time available per day • Calculate the theoretical minimum number of work stations by dividing total task time by cycle time • Perform the line balance and assign specific assembly tasks to each work station
Assembly Line Balancing Steps 1. Determine tasks (operations) 2. Determine sequence 3. Draw precedence diagram 4. Estimate task times 5. Calculate cycle time 6. Calculate number of work stations 7. Assign tasks 8. Calculate efficiency
Production time available Cycle time = Demand per day Task times Minimum number of work stations = Cycle time Task times Efficiency = (Actual number of work stations) * (Cycle time) Assembly Line Balancing Equations
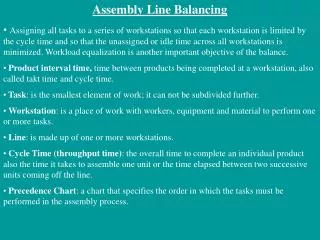
KRITERIA PEMBANDING • EFISIENSI LINI • BALANCE DELAY • IDLE TIME
EFISIENSI LINI • rasio antara waktu yang digunakan dengan waktu yang tersedia. • Efisiensi Lini Sebelum Diseimbangkan : Eff (Σ ti / (R x T)) x 100% Dengan ti : waktu proses elemen kerja yang ada dijalur terpanjang. R : jumlah daerah yang terbentuk dari precedence diagram. T : waktu terbesar dari semua elemen kerja.
EFISIENSI LINI • efisiensi lini perakitan setelah diseimbangkan : Eff (Σ ti / (CT x N)) x 100% Dengan : n : jumlah elemen kerja yang ada CT : cycle time atau waktu siklus N : jumlah stasiun kerja yang terbentuk
BALANCE DELAY • rasio antara waktu idle dalam lini dengan waktu yang tersedia. • Nilai balance delay semakin mendekati 0, semakin baik, karena hal ini menunjukkan bahwa waktu idle yang terdapat dalam lini perakitan juga semakin mendekati 0.
BALANCE DELAY BALANCE DELAY SEBELUM DISEIMBANGKAN : BD ((R x T) – Σti / (R x T)) x 100% Dengan : ti : waktu proses elemen kerja yang ada di jalur terpanjang. R : jumlah daerah yang terbentuk dari precedence diagram. T : waktu terbesar dari semua elemen kerja.
BALANCE DELAY • balance delay lini perakitan setelah diseimbangkan : BD ((CT x N) – Σti / (CT x N)) x 100% Dengan : n : jumlah elemen kerja yang ada CT : cycle time atau waktu siklus N : jumlah stasiun kerja yang terbentuk
IDLE TIME • waktu menganggur yang terkandung dalam lini perakitan. • Besarnya idle time dapat dihitung dengan cara mengurangi waktu yang tersedia dengan waktu yang digunakan.
IDLE TIME • Idle time sebelum diseimbangkan : Idle R x T – Σ ti Dengan ti : waktu proses elemen kerja yang ada di jalur terpanjang. R : jumlah daerah yang terbentuk dari precedence diagram T : waktu terbesar dari semua elemen kerja
IDLE TIME • idle time lini perakitan setelah diseimbangkan : Idle CT x N – Σ ti Dengan n : jumlah elemen kerja yang ada CT : cycle time atau waktu siklus N : jumlah stasiun kerja yang terbentuk
PERMASALAHAN APABILA : • EFISIENSI MENINGKAT • BALANCE DELAY BERKURANG • IDLE TIME BERKURANG Pada sebuah usaha untuk menyeimbangkan lini perakitan, ada kalanya menghasilkan beberapa alternatif solusi, yang apabila dilihat dari 3 kriteria diatas, sama-sama baiknya.
SMOOTHING INDEX • parameter untuk memilih alternatif solusi yang akan diimplementasikan dengan indeks penghalusan (smoothing index) • SI Σ (STmax – STi)2 Dengan • STmax : waktu terbesar dari stasiun kerja yang terbentuk. • STi : waktu stasiun kerja i yang terbentuk • N : jumlah stasiun kerja yang terbentuk • Nilai SI yang semakin kecil menunjukkan tingkat keseimbangan beban kerja setiap stasiun kerja yang tinggi.
Station 1 Station 2 Station 3 Minutes per Unit 6 7 3 Assembly Lines Balancing Concepts Question: Suppose you load work into the three work stations below such that each will take the corresponding number of minutes as shown. What is the cycle time of this line? Answer: The cycle time of the line is always determined by the work station taking the longest time. In this problem, the cycle time of the line is 7 minutes. There is also going to be idle time at the other two work stations.
Example of Line Balancing • You’ve just been assigned the job a setting up an electric fan assembly line with the following tasks:
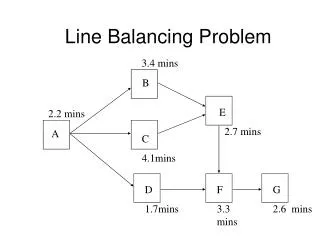
Example of Line Balancing: Structuring the Precedence Diagram Task Predecessors Task Predecessors A None E D B A F E C None G B D A, C H E, G A B G H C D E F
2 1 1 1.4 A B G H C D E F 3.25 1.2 .5 1 Example of Line Balancing: Precedence Diagram Question: Which process step defines the maximum rate of production? Answer: Task C is the cycle time of the line and therefore, the maximum rate of production.
Example of Line Balancing: Determine Cycle Time Question: Suppose we want to assemble 100 fans per day. What would our cycle time have to be? Answer:
Example of Line Balancing: Determine Theoretical Minimum Number of Workstations Question: What is the theoretical minimum number of workstations for this problem? Answer:
Example of Line Balancing: Rules To Follow for Loading Workstations • Assign tasks to station 1, then 2, etc. in sequence. Keep assigning to a workstation ensuring that precedence is maintained and total work is less than or equal to the cycle time. Use the following rules to select tasks for assignment. • Primary: Assign tasks in order of the largest number of following tasks • Secondary (tie-breaking): Assign tasks in order of the longest operating time
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H 1 B 2 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 A (4.2-2=2.2)
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 A (4.2-2=2.2) B (2.2-1=1.2)
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95 Idle = .95
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 D (4.2-1.2)=3 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95 Idle = .95
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 D (4.2-1.2)=3 E (3-.5)=2.5 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95 Idle = .95
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 D (4.2-1.2)=3 E (3-.5)=2.5 F (2.5-1)=1.5 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95 Idle = .95
Task Followers Time (Mins) A 6 2 2 1 1 C 4 3.25 1.4 A B G D 3 1.2 H B 2 1 E 2 0.5 C D E F F 1 1 3.25 1.2 .5 1 G 1 1 H 0 1.4 Station 1 Station 2 Station 3 D (4.2-1.2)=3 E (3-.5)=2.5 F (2.5-1)=1.5 H (1.5-1.4)=.1 Idle = .1 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2) Idle= .2 C (4.2-3.25)=.95 Idle = .95 Which station is the bottleneck? What is the effective cycle time?
Example of Line Balancing: Determine the Efficiency of the Assembly Line
Assigning Tasks in Assembly Line Balancing • Longest task time - choose task with longest operation time • Most following tasks - choose task with largest number of following tasks • Ranked positional weight- choose task where the sum of the times for each following task is longest • Shortest task time - choose task with shortest operation time • Least number of following tasks - choose task with fewest subsequent tasks
METODE HEURISTIC • Kilbridge – Wester Heuristic • Metode Moodie – Young • Metode Immediate Update First Fit / IUFF (Heuristic) • Rank and assign Heuristic
Kilbridge – Wester Heuristic • Buat precedence diagram. Pada precedence diagram yang telah dibuat, tandai daerah-daerah yang memuat elemen-elemen kerja yang tidak saling bergantung. • Tentukan CT dengan cara mencoba-coba factor dari total waktu elemen kerja yang ada. Setelah CT ditentukan, kemudian tentukan jumlah stasiun kerja yang mungkin terbentuk menggunakan rumus : N Σ ti / CT • Dengan N : jumlah stasiun kerja • ti : elemen kerja ke-i
Kilbridge – Wester Heuristic • Distribusikan elemen kerja pada setiap stasiun kerja dengan aturan bahwa total waktu elemen kerja yang terdistribusi pada sebuah stasiun kerja tidak boleh melebihi CT. • Keluarkan elemen kerja yang telah didistribusikan pada stasiun kerja, dan ulangi langkah 3 sampai semua elemen kerja yang ada terdistribusi ke stasiun kerja.
METODE MOODIE-YOUNG Metode ini terdiri dari 2 fase yaitu : • Fase 1 : pada fase ini, dari precedence diagram kemudian dibuat matrik P dan F, yang menggambarkan elemen kerja pendahulu (P) dan elemen kerja sesudahnya (F) untuk semua elemen kerja yang ada. Apabila ada 2 elemen yang bisa dipilih, maka dipilih elemen yang mempunyai waktu terbesar.
METODE MOODIE-YOUNG • Fase 2 : Pada fase ini, dilakukan re-distribusi elemen kerja ke setiap stasiun kerja hasil dari fase 1.
Fase 2 ini dilakukan dengan beberapa langkah : • Identifikasi waktu stasiun kerja terbesar dan waktu stasiun kerja terkecil. • Tentukan GOAL, dengan rumus : GOAL ( waktu SK max – waktu SK min ) / 2 • Identifikasi sebuah elemen kerja yang terdapat dalam stasiun kerja dengan waktu yang paling maksimum, yang mempunyai waktu lebih kecil dari GOAL, yang elemen kerja tersebut apabila dipindah ke stasiun kerja dengan waktu yang paling minimum tidak melanggar precedence diagram. • Pindahkan elemen kerja tersebut. • Ulangi evaluasi sampai tidak ada lagi elemen kerja yang dapat dipindah.
Metode Immediate Update First Fit / IUFF (Heuristic) • Pengelompokan elemen kerja dilakukan dengan melibatkan sebuah fungsi score. • digunakan notasi IUFFn, dengan n 1,….,8, untuk menggambarkan fungsi mana yang digunakan.
Metode Immediate Update First Fit / IUFF (Heuristic) Penggolongan Fungsi Score : • Bobot posisi (Helgeson dan Birnie) • Kebalikan bobot posisi • Jumlah pengikut • Jumlah pengikut langsung • Jumlah predecessor • Waktu elemen kerja • Berat posisi mundur yang berulang • Tepi mundur yang berulang
Metode Immediate Update First Fit / IUFF (Heuristic) Langkah-Langkah : • Berikan fungsi score n(x) untuk setiap elemen kerja x. • Update, sekumpulan elemen kerja yang tersedia (elemen kerja yang mempunyai elemen kerja pendahulu yang sudah dikelompokkan pada sebuah stasiun kerja). • Untuk elemen kerja yang tersisa, kelompokkan elemen kerja berurutan dari yang mempunyai fungsi score tertinggi kemudian kembali lagi ke langkah 2.