Download
1 / 14
140 likes | 215 Views
Contents Specification Contingency Supply Chain Purchasing QA & QC Cutting, Packing & Transport Production Rate Scheduling Conclusion. HPL for the Up-Scope of the CMS RE Low Eta as per the 1997 TDR in CMS. Specification was taken from the Barrel RPCs 1-6 x10^10 Ω .cm @ 20°C.

E N D
Contents Specification Contingency Supply Chain Purchasing QA & QC Cutting, Packing & Transport Production Rate Scheduling Conclusion HPL for the Up-Scope of the CMS RE Low Eta as per the 1997 TDR in CMS
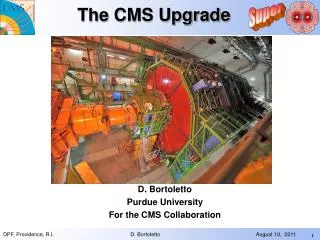
Specification was taken from the Barrel RPCs 1-6 x10^10 Ω.cm @ 20°C. Average roughness (Ra) = <0.2micrometre, 2mm thick Melamine surface paper with Phenolic Bulk Sheet dimensions according to cutting plan Temperature coefficient w.r.t resistivity is given by the raw material and obtained for normalisation during QC It would be good to go back and check that we are still getting this value for the roughness CMS End-cap RPC BakeliteHigh Pressure Laminate (HPL)
Chambers An Estimate of 10% for Chamber spares gives; 72 chambers/ station/ endcap + 10% = 160 Total. Spares in ISR today = 11. RE2, RE3 and RE4 = 432 chambers requiring 45 – 11 = 34 Rounding this up gives puts our needs at 200. HPL From previous experience we have found an increase in contingency of delivered HPL quantities from 43% to 50% was necessary. This value should be retained. Using the original 1.3m x 3.2m dimensions we will therefore need 600 sheets. Surface area ~ 3000m2 and weight is approx 5 tons. Financial resources necessary range from 70 kEuro to 90 kEuro dependant on the manufacturer. Contingency, Past & Present for RE4
HPL and Gap Supply Chain Order from CERN To HPL source Final QA and QC (in Pavia ?) HPL Manufacturer Production and Initial QA & QC Cutting to form (Riva in Milano ?) GT (Roma) Surface treatment with MEK Assembly Site or Sites Assembly Site or Sites Assembly Site or Sites Korean Gap Assembly Shipping by Air and/or Maritime
First step is the budget. If CERN managed then tax free As the amount 70kEuro is > 100kchf then a divisional request is needed. No call for tender and time for suppliers to reply. Justification for “single source” order. All this takes some time , we should move ahead asap Purchasing
This device could be used to do the pre-selection before shipping for final QC Resistivity QC inhouse Also used to Calibrate the Resistivity table http://www.pv.infn.it/~vitulo/LU/misure-panpla.ppt
Colleagues from the US have successfully used the Resistivity table that was in the Pavia University. The Phenix QC experience July 08 Nine pneumatically actuated conductive rubber pads acting as electrodes applying 1kV
A production run from 2003 This a good run as few sheets are out side the acceptance limits of 2- 6 x 1010Ω.cm . Yield is 77% Rejection rates can vary from 5 to 95% !
There are now two levels of selection each of which will expect a certain loss. In the case of Phenix during July 2008; 1; Factory tests Produced 410 Selected 317 Yield = 77% 2; Pavia University Jig Received 317 Selected 262 Yield = 83% Overall Yield = 64% Production rates 24 – 48 sheets per day. Only sheets that are within our spec are paid for. Phoenix and CMS use the same panel size 1.6 x 3.2m Yield for Phenix
Riva MilanoCutting to Form Checking cutting head and stability of panel retention QC on dimensions. Tolerance +0mm and -0.5mm CNC tooling Cycle time 5mins/sheet HPL
Packing for International Transport Looks fine but is heavy and expensive Fork lift damage A simplified version The Load is not attached to the base and has slipped
The production rate capability of PanPla was large. However the HPL has to stabilised in the Air-conditioned hall for QC were its humidity and temperature can be controlled to some degree. This limits the quantity per production batch to some 300 sheets, weighing in at approx 2.5 tonnes, it takes a few days to stabilise. This quantity was sufficient on occasions, if the yield was ~70%, for the 216 sheets required to build half a full station, with 30% contingency. Riva will take 2-5 days to cut this material and repack but will not want to work continuously as the main machine is occupied as is the floor space and personnel. This results in 2 boxes of some 600kg to ship to Korea where space is also limited. Production or Throughput Rates
First HPL to Kodel in Early December 08 Four Gap production periods REplus 2 RE minus 2 Installations possible in September 09 and February 10
The consequences of shipping around the world ,firstly within Italy then to Korea and on to the production site(s) and back to CERN are; Many people involved, costs, errors and delays Damage during transit Loss of control of environmental conditions. Very high lead time The initial outlay is high for the HPL contract High transport costs especially by air freight. Different QC stages require people and time. Insurance should cover any losses but not the delay We managed for the Baseline and we can do it again but with better organisation for the Up-scope Conclusions