Download
1 / 15
1.09k likes | 2.94k Views
Automates Programmables Industriels. Fonction. Informations (capteurs, dialogue) Entrées. Traiter les informations entrantes pour émettre des ordres de sorties en fonction d’un programme. Programme. Sorties Ordres (préactionneurs, dialogue). Structure. Adaptable à toutes applications

E N D
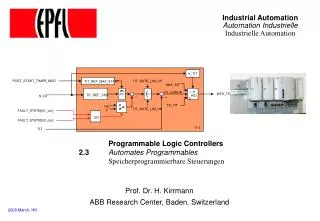
Automates Programmables Industriels Automates Programmables
Fonction Informations (capteurs, dialogue) Entrées Traiter les informations entrantes pour émettre des ordres de sorties en fonction d’un programme. Programme Sorties Ordres (préactionneurs, dialogue) Automates Programmables
Structure • Adaptable à toutes applications • Modulaire • Langage • Structure générale Automates Programmables
Fonctionnement Bus Entrées / Sorties Le cycle de fonctionnement est organisé en 4 tâches. Unité de Traitement Module des Entrées Module des Sorties RAM Tâche 1 : Gestion du système (auto-contrôle de l’automate) Tâche 2 : Acquisition des données en entrée (mémorisation) Tâche 3 : Traitement des données (éxécution du programme) Tâche 4 : Affectation des sorties (émission des ordres) Automates Programmables
Caractéristiques • Compact ou modulaire • Tension d’alimentation • Taille mémoire • Temps de scrutation • Sauvegarde (EPROM, EEPROM, pile, …) • Nombre d’entrées / sorties • Modules complémentaires (analogique, communication, …) • Langage Automates Programmables
Raccordement des entrées • Identification du type de l’automate Automates Programmables
Raccordement des entrées • Identification des composants d’entrées • Type 2 fils • Type 3 fils Automates Programmables
Raccordement des entrées • Raccordement Automates Programmables
Raccordement des sorties • Identification des préactionneurs • Détermination de la source d’énergie • Raccordement Automates Programmables
· Grafcets adaptés (variables étapes, codes Entrées/Sorties) · · · Grafcets P.C. Grafcets P.C. Grafcets P.C. · Préparation Programme (manuellement ou · · · GEMMA GEMMA GEMMA par assistance informatique) · · · Affectation des Entrées/Sorties Affectation des Entrées/Sorties Affectation des Entrées/Sorties · Etat in itial (états des variables · · · Type d’API Type d’API Type d’API étapes, valeurs des tempo, · · · Notice de Programmation Notice de Programmation Notice de Programmation compteurs) Préparation réalisée · Mise en place Programme (manuellement ou · · Programme Programme Par téléchargement) · · Etat initial Etat initial (états des variables (états des variables · Vérification de l’état initial (états étapes, valeurs des tempo, é tapes, valeurs des tempo, programme des variables étapes, valeurs des compteurs) compteurs) tempo, compteurs) · · Notice d’utilisation Notice d’utilisation Programme dans API Mise en oeuvre Automates Programmables
· Mise en éxécution programme · Simulation Validation des entrées · Grafcets adaptés. correspondant à l’évolution de la · GEMMA de la P.O position de la P.O · Schéma P.O. (sans P.O) · Vérification du cycle Cycle bon · Branchement P.C. / P.O. · · · Grafcets P.C. P.O. Grafcets P.C. P.O. Mise au point Réglage capteurs et actionneurs · · GEMMA GEMMA du système · · · Vérific ation du cycle Schéma P Schéma P.C P.O. . Système OK · GEMMA · Production Mise en fonction par l’opérateur · Instructions de production Mise en oeuvre Automates Programmables
Traitement des dysfonctionnements Un dysfonctionnement peut avoir pour origine : ·un composant mécanique défaillant (préactionneur, actionneur, détecteur,...). ·un câblage incorrect ou défaillant (entrées, sorties). ·un composant électrique ou électronique défectueux (interface d'entrée ou de sortie, alimentation). ·une erreur de programmation (affectation d'entrées-sorties, ou d'écriture). ·un système non initialisé (étape, conditions initiales...) Automates Programmables
Méthode de recherche Automates Programmables
Vérification d’une chaîne d’acquisition Automates Programmables
Vérification d’une chaîne d’action Automates Programmables