Download
1 / 26
270 likes | 918 Views
Designing an Assembly Line for Modular Products. 1999. 12. 02 Byun Myung Hee SNU. IE. Factory Automation Lab. DAVID W. HE and ANDREW KUSIAK Intelligent System Lab, The University of Iowa, U.S.A Computers ind. Engng Vol. 34, 1998 . Contents. Introduction

E N D
Designing an Assembly Line for Modular Products 1999. 12. 02 Byun Myung Hee SNU. IE. Factory Automation Lab. DAVID W. HE and ANDREW KUSIAK Intelligent System Lab, The University of Iowa, U.S.A Computers ind. Engng Vol. 34, 1998
Contents • Introduction • An assembly line design approach for modular products • graph representation of the structure of modular products • balancing and scheduling problems of assembly lines • two-station flow-shop assembly line design approach • line design approach for modular products • performance evaluation • limitation of the design approach • Design approach for the three-station flow-shop line • Conclusion
Introduction • The benefits of product modularity • Standardization of components • The ability to produce a variety of products through combination of components • Component-swapping modularity(by Ulrich& Tung) • When two or more alternative types of components can be paired with the same basic product body to create different product variants
Graph representation of product structures • A product structure is represented by an acyclic digraph. • Node : operation • Arc : precedence relations between the operations • Assumption : assembly structure of a modular products = basic structure + variant structure
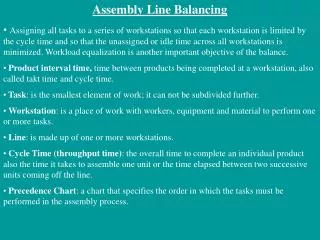
Line balancing and scheduling problems • Line balancing and scheduling are two problems in operational design of assembly lines. • Traditionally, operational design of assembly lines has been accomplished by the line balancing methods. • The assembly line balancing problems • 1) the cycle time for a given number of stations • 2) the number of stations for a given cycle time • A multi-product assembly line is more difficult to balance than a single product assembly line. • Since assembly operations assigned to stations vary from product to product, creating an uneven workload along the line, a single line is difficult to balance for all the products.
Line balancing and scheduling problems • Two ways to balance a multi-product line • 1) balance the line for each product and product batches for inventory high volume of inventory • 2) balance the line for all products by using average processing times difficult to balance a line for all products : scheduling different products must be considered. • Balancing & Scheduling : as two separate but related problems. • Even in the case where the problems can be solved optimally, the optimality of the overall solution may not be obtained by solving problem separately.
Design of a two-station flow-shop line • In fig.3, line balancing and scheduling is difficult since each product has different assembly operations. • Special characteristics : products share the same assembly structure for most of the assembly operations and each product differs from other products by a few variant assembly operations • This paper focuses on the line design problems for this type.
Design of a two-station flow-shop line • Consequently, each subassembly line is created by different design approaches. • Subassembly line for basic structure : existing line balancing method, no scheduling is necessary • Subassembly line for variant structure : proposed new approach • line can be often designed by a two-station assembly line • line can be considered as flow-shop line and is balanced by a two-machine flow-shop scheduling method. • The scheduling problem that minimizes the make-span for a two-machine flow-shop can be solved optimally by Johnson’s algorithm
Design of a two-station flow-shop line • Superimposed assembly graph Let the variant assembly structure of product Pi be represented by Graph Gi with a set of Ni nodes and a set of Ai arcs • Design Procedure 1(DP1) - Let P be the set of feasible partitions of operations among the two stations S1 and S2. - feasible partition p = {p(S1), p(S2)}, pP, p(S1), p(S2) : set of operations assigned to S1, S2. - Cmax(p) : minimum make-span schedule - Objective of the design procedure : to find p* = {p*(S1), p*(S2)} so that the make-span is minimal.
Example for Design Procedure 1 Superimposed assembly graph
Design an assembly line for modular products • Two Consecutive Steps 1. - Target throughput rate Rt - Products are scheduled to minimize the makespan. - Qi : production qty per product Pi , - for a serial two-station flow-shop line, - If Rt RV, a serial line is used, If Rt > RV , M-parallel lines are used. M is determined such that Rt MRV . 2. The balancing problem is to minimize the number of stations for a given cycle time. - cycle time :
Example for Design an assembly line Production Quantity : Q1=4, Q2=5, Q3=2, Q4=3 Rt=0.3 min. makespan schedule by Johnson’s method :{P4(3), P2(5), P3(2), P1(4)} Pi(Qi) : Qi unit of product Pi Cmax=41 Rv=14/41=0.341 Rt < Rv: serial two-station line Cb = 1/ Rv = 3
Performance Evaluation • Three factors : • the number of stations, the idle time, the waiting time • The waiting time and idle time in a flow-shop line • In a flow-shop assembly line, some products may have to wait in the buffer before they are processed on the next station and some stations may be idle if no products are available in the preceding buffers. • For a modular product assembly line, the idle time of stations : directly from a flow-shop schedule the waiting time of the products : from a no-delay flow-shop schedule.
Performance Evaluation-waiting & idle time Idle time : the time that a station remains idle after it completes the operations of a previous products and before it starts to perform the operations of a current product • The time that product P2 has to wait in the buffer of station S2 : D22-I22 Idle time in the no-delay schedule : time that a product remains on the current stations after its operations completed and before it is moved to next station.
Performance Evaluation-balance cost • Balance Cost = aE + bW + cI (a, b, c : rate of the station cost, inventory holding cost, and idle time cost, E : total number of stations) • Paced vs. Assembly line for modular products
The limitation of the design approach • Two cases that apply to the two-station variant assembly line design approach • 1) basic operation : small, variant operation : large • 2) basic operation : large, variant operation : small • case 1), cycle time of the basic line may be much lower than the processing time of products on the first station of the variant line. • The balance cost of the line can be high. • design the variant line with more than two stations • case 2), balance between basic and variant line is expected to be better
Design of a Three-station line • Modular products with a linear variant assembly structure
Design of a Three-station line • When modular products have a linear variant structure, the variant subassembly line can be designed as a three-station flow-shop line. • Notation : • Johnson’s algorithm extension to a three-machine flow-shop problem
Heuristic for products with linear variant assembly structures
Heuristic for products with linear variant assembly structures • • choice b/w two and three station line • target throughput rate /smallest balance cost
Conclusions • In this paper, a new approach to design of assembly lines for modular products was proposed. • The proposed design approach allows optimal scheduling of the assembly line and reduces the number of stations and the idle time and waiting times of the assembly line.
References • SOUMEN GHOSH and ROGER J. GAGNON, 1989, A comparative literature review and analysis of the design, balancing and scheduling of assembly systems, IJPR, Vol 27, No 4. • Chow, W. Assembly Line Design : Methodology and Applications. Marcel Dekker, NewYork, 1990.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 3 6 9 12 15 18 21 24 27 30 33 36 39 42 1 2 3 4 5 6 7 8 9 10 11 12 13 14 28 3 4 6 7 9 10 12 16 20 24 32 35 38 41 44 47 50 1 2 3 4 5 6 7 8 4 7 10 13 16 19 20 23 24 27 28 31 32 35 1 2 3 4 5 6 7 8 9 10 11 12 13 14 3 6 9 12 13 16 17 20 21 24 25 28 29 32 35 38 41 44 47 1 2 3 4 5 6 7 8 9 10 11 12 13 14 28 3 4 6 7 9 10 12 16 20 24 32 35 38 41 44 47 50 1 2 3 4 5 6 7 8 11 14 17 20 23 26 29 32 35