Abstract
International Journal of Arts & Sciences. Effect of growth rate on microstructure, microhardness, electrical and thermal properties in the Al-Cu-Co alloy E. Çadırlı 1 , M. Şahin 1 1 Niğde University, Faculty of Arts and Sciences, Department of Physics, Niğde – T urkey. Abstract


Abstract
E N D
Presentation Transcript
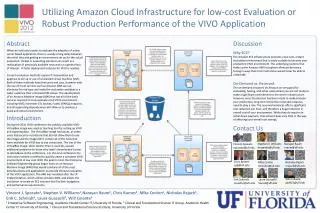
International Journal of Arts & Sciences Effect of growth rate on microstructure, microhardness, electrical and thermal properties in the Al-Cu-Co alloy E. Çadırlı1, M. Şahin1 1Niğde University, Faculty of Arts and Sciences, Department of Physics, Niğde –Turkey Abstract Cylindirical Al-Cu-Co alloy samples (diameter: 4 mm, length 200 mm) were prepared from high pure (5N) components. Al-Cu-Co eutectic melt was first obtained in a hot filling furnace and then directionally solidified upward with different growth rate ranges (8.3–166 μm/s) at a constant temperature gradient G (5.66 K/mm) in the Bridgman-type directional solidification furnace. The measurements of microhardness of directionally solidified samples were obtained by using a microhardness test device. The dependence of microhardness HV on growth rate was analyzed. The present measurements and analysis indicate that the microhardness (HV) of the directionally solidified Al-Cu-Co alloys increase with increasing growth rate. Variations of electrical resistivity (r) for casting samples with the temperature in the range of 300-500 K were also measured by using a standard dc four-point probe technique. The enthalpy of fusion(DH) and specific heat(Cp) for same alloys were determined by means of differential scanning calorimeter (DSC) from heating trace during the transformation from solid to liquid. 1. Introduction Aluminium based alloys have been studied in detail due to their excellent combination of properties such as fluidity, low coefficient of thermal expansion and high wear resistance. Because of these, A1-based alloys are finding a large number of applications in the automobile industries, e.g. for pistons, cylinder blocks and liners. The cobalt particles in the aluminium matrix generally grow in the form of needles, platelets or as large cuboids, depending upon the composition of the alloys, leading to an impairment of mechanical and other properties. Thus in order to improve the properties of as-cast alloys, the modification or refinement of cobalt is usually done by adding foreign elements or compounds to the melt[1-4]. The purpose of this work is to experimentally investigate the dependence of the microhardness (HV) ongrowth rate (V) andthe relationships amongmicrohardness, eutectic spacingand growth rate in directionally solidified Al-Cu-Co alloys and also find out the influence of temperature on the electrical resistivity (r),temperature coefficient of resistivity (a), enthalpy of fusion (DH) and specific heat (Cp) of the Al-Cu-Cocasting alloys. 2. Experimental Procedure Al23.9 wt.% Cu-1.2 wt.% Coalloys were prepared by melting weighed quantities of Al, Cu and Co (high purity >99.99 %) in a graphite crucible placed into a vacuum melting furnace[5]. After allowing time for the melt to become homogeneous, the molten alloy was poured intographite crucibles in a hot filling furnace. Each sample was than positioned in a Bridgman–type furnacein a graphite cylinder[5]. Solidification of the samples was carried out with different growth rates(8.3–166 μm/s) at constant temperature gradients (5.66 K/mm)in the Bridgmantype growth apparatus (Fig. 1). Fig. 1.Experimental setup 2.1. Measurement of growth rate (V) and temperature gradient (G) and eutectic spacing The temperature in the sample was measured with K-type 0.25 mm in diameter insulated three thermocouples which were fixed within the sample with spacing of 10mm. In the present work, a 1.2 mm OD × 0.8 mm ID alumina tube was used to insulate the thermocouples from the melt. All thethermocouple’s ends were then connected the measurement unit consists of data-logger and computer. The cooling rates were recorded with a data-logger via computer during the growth. When the solid/liquid interface was at the second thermocouple, the temperature difference between the first and second thermocouples (T) was read from data-logger record. The time taken for the solid-liquid interface phases the thermocouples separated by known distances was read from data-logger record. Thus, the value of growth rate (V= X / t) for each sample was determined using the measured value of t and known value of X. The temperature gradient (G =T/X) in the liquid phase for each sample was determined using the measured values of T and X. The eutectic spacing (lL) were measured with a linear intersection method [6] on the longitudinal section. Two different methods were used to measure the rod spacing (lT) on the transverse sections. The first method is the triangle method [7]. The second method is the area counting method [8]. Typical SEM images are shown in Fig. 2. The microstructure consists of regular lamellar eutectic in the Al-rich matrix. When the growth rate is 8.3mm/s, the coarse lamellar eutectics are obtained. However, with further increasing growth rate (166 mm/s), the fine lamellar eutectics are observed. Fig.2The SEM images of directionally solidified Al-Cu-Co eutectic alloy with different growth rates at a constant temperature gradient (5.66 K/mm) (a) V=8.3 mm/s (b) V=166 mm/s The variations of eutectic spacing with the solidification processing parameters are plotted and given in Fig.3.It can be observed that an increase in the temperature gradient and growth rate leads to decrease in the rod spacings Fig.3Eutectic spacing of the Al-Cu-Co eutectic alloy as a function of V As can be seen from Fig. 3, the values of ldecrease as increasingV values. The average exponent values of l in Al-Cu-Co eutectic alloy was found to be 0.45. 2.2.The measurement of microhardness (HV) Microhardness measurements in this work were made with a Future-Tech FM-700model hardness measuring test device using a (10-50) g load and a dwell time of 10 s giving a typical indentation depth about 40-60 mm, which is significantly smaller than the original solidified samples. The microhardness was the average of at least 30 measurements. The variations of microhardness with the growth rate are plotted and given in Fig.4. Fig.4Microhardness of the Al-Cu-Co eutectic alloy as a function of V It can be seen from Fig. 4,V values are increasing with the HVvalues increased. It is found that the HV increases from 199 kg/mm2 to 231kg/mm2, when growth rate increasing from 8.3 mm/s to 166 mm/s. The relationshipsbetween the HVand V are given in Table 1. The exponent value of V is equal to 0.05. Table 1 The regression relatioships among l, V and HV • 2.3. The measurement of electrical resistivity of the alloy • The temperature dependence of electrical resistivity for Al-Cu-Co alloys were measured by the fourpoint probe method [9].A Keithley 2400sourcemeter was used to provide constant current, and the potential drop was measured by a Keithley 2700multimeter through an interface card, which was controlled by a computer. Platinum wires with a diameter of 0.5 mm were used as current and potential probes. The voltage drop was detected, and the electrical resistivitywas determined using a standard conversion method. The variation of electrical resistivity (r) with the temperature in the range of 300-650 K for Al-Cu-Co eutecticalloy were measured and plotted both heating and cooling cycle as shown in Fig.5. As can be seen from Fig.5a (heating cycle), the values of r were found to be in the range of 1.2x10–7-5.9x10–7W m. Figure 5a shows that the resistivity increases linearly with the increasing temperature, which is typical metallic behaviour [9]. As can be seen from Fig.5b (cooling cycle), the values of r were found to be in the range of 2.5x10–8-4.4x10–7W m. Figure 5 shows the effect of growth rates on the resistivity at the same time. It can be observed that an increase in growth rate values lead to increase in the resistivity values • dddvvd • Fig. 5.Variation of the electrical resistivity as a function of temperature for Al-Cu-Co eutecticalloy (a) Heating cycle (b) Cooling cycle • 2.4. The measurement of enthalpy and specific heat of the alloy • Fig.6Heat flow curve versus the temperature for Al-Cu-Co eutectic alloyatheating rate of 10 K/min • The enthalpy of fusion (DH) was calculated as the area under the peak by numerical integration. The heat flow versus temperature graph is given in Fig. 6. As can be seen from Fig. 6, the melting temperatures of Al-Cu-Co eutectic alloywas detected to be 820.5 K. • 3. Result and Conclusions • This paper has investigated the influence growth rate on the microhardness,electrical and thermal properties of Al-Cu-Co eutectic alloy. The results are summarized as follows; • The experimental results show that microhardness values of Al-Cu-Co alloy increase with increasinggrowth rate (or with decreasing eutectic spacing). The average exponent values relating to the growth rateare to be found -0.45 and 0.05 for eutectic spacing and microhardness, respectively.The electrical resistivity (r) of Al-Cu-Coeutectic alloy increased with the temperature from 12x10-8 to 59x10-8Ω.m by increasing temperature. From the trace of heat flow versus temperature, the melting temperature of Al-Cu-Coeutectic was detected to be 820.5 K, The values of the enthalpy of fusion (DH) and the specific heat (Cp) were found to be 204.8 J/g, and 0.374J/g K, respectively. • References • 1. A. PACZ, US Patent 1 387900 (1921). • 2. A. HELLAWELL, Prog. Mater. Sci. 15 (1970) 1 • 3. W. KURZ and D. J. FISHER, Int. Met. Rev. 244 (1979)177 • 4. M. D. HANNA, SHU-ZU LU and A. HELLAWELL, Met. Trans. A 15 (1984) 459 • 5. E. ÇADIRLI, A. ÜLGEN, M. GÜNDÜZ, Mater. Trans. (JIM)40, (1999) 989 • 6. A. OURDJINI, J. LIU and R. ELLIOTT, Mater. Sci. Technol.10, (1994) 312 • 7. S. GANESAN, C.L. CHAN and D.R. POIRIER, Mater. Sci. Eng. A151, (1992) 97 • 8. M.S. BHAT, D.R. POIRIER and J.C. HEINRICH, Metall. Mater. Trans. B26, (1995) 1049 • 9. F.M. SMITS, AT&T Tech J. 37, (1958) 711 The enthalpy (DH) and the specific heat (Cp) of Sn–Cu alloys (10 mg) were determined because they are very important parameters for industrial applications. DSC thermal analysis (Perkin Elmer Diamond model) was performed in the temperature range from 300-1000 K under a constant stream of nitrogen at atmospheric pressure.