Micro bubble dynamics near surface
Micro bubble dynamics near surface. University of Michigan, Ann Arbor Mechanical Engineering Microfluidics Lab. Sanghyun Lee Ph.D. candidate. Water. Debris extrusion. Debris generation. Inflow of water : surface tension along the channel surface. Glass substrate.

Micro bubble dynamics near surface
E N D
Presentation Transcript
Micro bubble dynamics near surface University of Michigan, Ann Arbor Mechanical Engineering Microfluidics Lab. Sanghyun Lee Ph.D. candidate
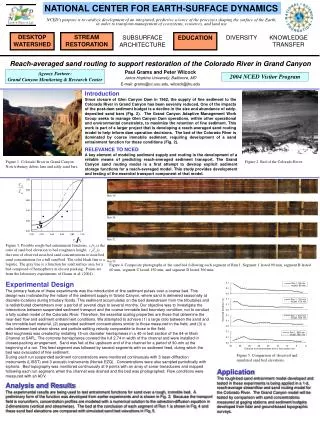
Water Debris extrusion Debris generation Inflow of water : surface tension along the channel surface Glass substrate Outflow of water : bubble expansion throughout the entire channel 100x N.A.1.3 Objective Lens Debris extrusion rate = Debris generation rate ~ Constant Decrease : debris extrusion rate [m3/s] P: pressure by bubble generation [N/m2] Rcir: resistance of circulation [Ns/m5] INTRODUCTION Importance of micro-bubble dynamics for the fs laser nano-machining - Weakened driving force P - Increased resistance of circulation Rcir
INTRODUCTION Comparison of micro drilling ~ 0.6 > 1000 1. Improvement in long channel machining algorithm 2. Introducing degassed water 3. Acoustic nodes formation
Main channel Discontinuity Reconnection Virtually terminated machining Secondary channel Main channel Apparent resistance of circulation change Discontinuity Reconnection Virtually terminated machining Secondary channel 1st local max Rcir dR2nd dRmain Location of focus ACOUSTICS IN OPTICAL MACHINING Observation of the first acoustic node formation
Ablation shock + bubble generation Gas plug 1st water plug 2nd water plug Mass (m) Spring (ks) Natural frequency of water plug, fn WGW formation Pressure wave oscillation frequency, fosc Gas plug 1st water plug 2nd water plug ACOUSTICS IN OPTICAL MACHINING Acoustic model for the first acoustic node formation Speed of sound in bubble For high aspect ratio channel:
ACOUSTICS IN OPTICAL MACHINING Acoustic model for the first acoustic node formation → = → = →
ACOUSTICS IN OPTICAL MACHINING Acoustic model for the first acoustic node formation
ACOUSTICS IN OPTICAL MACHINING Acoustic model for the first acoustic node formation
ACOUSTICS IN OPTICAL MACHINING Acoustic model for the first acoustic node formation
ACOUSTICS IN OPTICAL MACHINING Why the decreasing slop of experimental results is bigger? • The pressure at the ablation site is almost a same as the outside pressure. Therefore, the pressure change from 60 to 130kPa is a huge one compared with that in the bubble. • Experiments showed that the bubble generation decreases a lot at 130kPa compared with normal conditions. Interestingly enough, it seemed to decrease not linearly but abruptly.
ACOUSTICS IN OPTICAL MACHINING How can model the pulse energy effect in the acoustic model?
Effect of pulse energy (PRR=1.5kHz) Effect of pulse repetition rate, PRR (pulse energy=14nJ) 100x N.A.1.3 Objective Lens 3D SUBSURFACE NANOCHANNEL-MACHINING IN GLASS Parametric study: Single scanning Water Cylindrical pit Glass substrate
T Δt≈ns Avg(T) t ACOUSTICS IN OPTICAL MACHINING Temperature of bubble - If the pulses are averaged, the temperature difference is quite small Avg(T) ΔT≈0.1 ΔT<<1 r 0.3um • But, it is quit transient problem. Bi number is around 100. • Also, the energy distribution at the focus is not uniform but Gaussian.
ACOUSTICS IN OPTICAL MACHINING Water filling rate with saturated water
ACOUSTICS IN OPTICAL MACHINING Water filling rate with saturated water : 1.2 μm/s in average
ACOUSTICS IN OPTICAL MACHINING Gas diffusion: saturated water.
ACOUSTICS IN OPTICAL MACHINING Degassed water
ACOUSTICS IN OPTICAL MACHINING Degassed water
ACOUSTICS IN OPTICAL MACHINING Discussions 1. Collapse rate of gas plug → temperature gradients - Water filling definitely has no temperature gradients and the collapse rate of gas plug decreases slowly. - However, the collapse rate of gas plug made by laser ablation increases from zero rate. The temperature gradients in the gas plug may explain this. 2. Gas diffusion → temperature gradients - The gas plug in saturated water keeps growing for a while after the laser is turned off. However, that in degassed water hardly grows when the laser is turned off. - Gas diffusion from the water to the gas plug is thought to be the major factor for it above other factors. 3. Is it possible to have temperature gradients? - Simple calculation just rejects it. (Max temp. grad. < 0.1K) - However, both the collapse rate of gas plug and gas diffusion can be understood easily by temperature gradients in the gas plug.
ACOUSTICS IN OPTICAL MACHINING Presumption of composition of bubble ( gas plug ) At the laser focus: Gas diffusion : - Speed of sound: H2 ~ 1320m/s, O2 ~ 330m/s, N2 ~ 350m/s, Steam ~ 430m/s - Mole fraction of H2is important - Degassing water affects the mole fraction of H2
ACOUSTICS IN OPTICAL MACHINING Analytic solution Experimental data for first acoustic node formation Analytic calculation of first acoustic node formation Acoustic model suggests: • Degassed water increases mole fraction of H2 • Maximum channel length can be increased • Delay of first acoustic node is extended
ACOUSTICS IN OPTICAL MACHINING Effect of pressure and temperature variation Analytic calculation for pressure decrease Analytic calculation for temperature increase
ACOUSTICS IN OPTICAL MACHINING Effect of pressure variations on first acoustic node formation
INTRALASE fs pulsed laser - 700fs - 1054nm - 0.3 ~ 3kHz 100× N.A. 1.3 Objective lens Polarizer Second harmonic X-tal Green filter z y x PRESSURE CONTROLLED NANO MACHINING Experimental description Syringe Pump Pressure chamber DC Motor Water Pressure sensor Glass (hg=170 µm) Nano stage Controller Dichroic mirror Pressure controller IR- mirror Green-block filter Shutter Attenuator CCD Camera IBM PC
100x N.A.1.3 Objective Lens PRESSURE CONTROLLED NANO MACHINING Micro-bubble generation on the surface of glass Floating bubbles Sitting bubbles Laser focus
PRESSURE CONTROLLED NANO MACHINING Image processing Original image Gradient mapped image Magnified image Measuring diameter
PRESSURE CONTROLLED NANO MACHINING Radius vs. time – Tap Water
PRESSURE CONTROLLED NANO MACHINING Radius vs. time – Degassed Water
PRESSURE CONTROLLED NANO MACHINING Simple theoretical approach
PRESSURE CONTROLLED NANO MACHINING Analytic solution of bubble rate, dr/dt/γo
PRESSURE CONTROLLED NANO MACHINING Deeper considerations for the possible factors making differences 1. Rayleigh-Plesset equation 2. Is spherical model reasonable? - Diffusion rate is expected to be similar because it happens only at the bubble surface. - The effect of viscous interaction at the surface is thought to be another dominant force acting on bubble - Curvature of bubble is not a constant like spherical bubble, so the internal pressure of bubble is not easy to describe. 3. The effect of heat transfer - The inception of these bubbles is due to the ablation of water, so the temperature of it should be higher at the beginning and will decrease.
PRESSURE CONTROLLED NANO MACHINING Bubble rate, dr/dt [µm/s]
PRESSURE CONTROLLED NANO MACHINING Bubble rate, dr/dt[µm/s]
PRESSURE CONTROLLED NANO MACHINING Defining a bubble rate vs. pressure 1. Bubble diffusion factor : Bubble diffusion factor 2. Bubble collapse time - Measuring the time when the bubble having 9.2um radius collapses until it disappears. 3. Average Bubble rate - Using 9.2um bubble collapse time - Taking average of local bubble rates
PRESSURE CONTROLLED NANO MACHINING Analytic solution of bubble diffusion factor, r·dr/dt[µm2/s]
PRESSURE CONTROLLED NANO MACHINING Bubble diffusion factor, r·dr/dt[µm2/s]
PRESSURE CONTROLLED NANO MACHINING Bubble diffusion factor, r·dr/dt[µm2/s]
PRESSURE CONTROLLED NANO MACHINING Average bubble diffusion factor, r·dr/dt[µm2/s]
PRESSURE CONTROLLED NANO MACHINING Collapse time of a bubble having 9.2um radius
PRESSURE CONTROLLED NANO MACHINING Average bubble rate, r[9.2, 0], [um/s]
PRESSURE CONTROLLED NANO MACHINING Bubble dynamics in nano-pore? - The curvature is not a constant, but internal pressure Pi is constant. Therefore, the effect of wall should be considered to calculate internal pressure. Then how? - Bubbles inside nano-pore always move outward. Is it due to the tapered wall of nano-pore?