Download
1 / 21
250 likes | 822 Views
Production Activity Control. Chapter 5. MPC System with PAC (VBW, figure 5.1). PAC Framework. PAC concerns execution of material plans, a ided by use of shop-floor computers, EDI, and the Internet. Usual linkage is to MRP system.

E N D
Production Activity Control Chapter 5
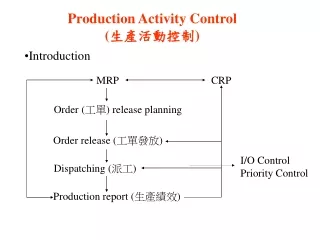
PAC Framework • PAC concerns execution of material plans, aided by use of shop-floor computers, EDI, and the Internet. • Usual linkage is to MRP system. • Shop-floor and vendor activities begin when an order is released. • Feedback: status information and warning signals. • JIT may limit the need for most PAC activities. • Primary PAC objective is managing material flows (JIT, material velocity); other objectives may include efficient use of capacity.
PAC Responsibilities • Execution • Scheduling • Dispatching • Control • Work order progress – move tickets • Labor efficiency – labor tickets • Quality – scrap/rework tickets • Shop status – machine/tool tickets
Planning for Shop Order Release • Review planned orders • Material availability • Order quantity and due date • Routing and tooling availability • Capacity data and labor standards • Verify lead times • Authorization for release creates an open shop order (scheduled receipt)
Planned Lead Time • Job order – setup time and run time • Work center – queue time • Material handling – wait time and move time • Longer lead time leads to more jobs in the system, which leads to longer queue and more work-in-process inventory
Scheduling Focus • Scheduling individual jobs – need dates, release dates, processing times, priority adjustments, performance measures, etc. • Scheduling the shop – work-in-process, average lead time, labor efficiency, machine utilization, percent early/late, etc.
PAC Techniques • Basic shop-floor concepts: • Essential inputs—routing and lead time data (see figure 5.3) • Queue/wait times often accounts for 80%+ of total lead time. • Operations setback chart—based on each part’s lead times. • Work center schedules—based on various elements of lead-time elements
PAC Techniques • Gantt charts (or bar charts) – Figure 5.4 • Show a schedule based on lead time assumptions (maybe omit queue, wait, and move times) • Often shown on a schedule board. • Primary problem—updating. • Computer systems can bring updating into real-time and to the shop floor.
PAC Techniques • Priority sequencing rules: which job to run next (usually determined as the current job is being completed). • Earliest operation due date. • Earliest part due date. • Order slack (based on all part data). • Slack per operation (all part data). • Critical ratio (time/work). • Shortest operation time. • PAC creates a dispatch list that shows the priority sequence for the work center.
PAC Techniques • Finite loading system—detailed schedule for each work center based on work center capacity and other scheduled jobs. (Will only schedule work up to w/c capacity.) • May conduct a simulation of each w/c for the planning horizon • May consider jobs coming from upstream w/c as well as the current queue • Matching parts may have inconsistent due date
PAC TechniquesFinite Loading (continued) • Vertical versus horizontal loading: • Vertical—scheduling w/c job by job. • Horizontal—scheduling jobs (by priority) across all w/c’s. • Front versus back scheduling: • Front—load an order as soon as w/c capacity was available. • Back—load a job backward from its due date. • Optimized Production Technology (OPT) approach may be used.
PAC Techniques • Vendor scheduling and follow-up • Similar to SFC system, but customer demands are managed by the vendor with its MPC system. • Schedule and priority changes must be sent to the vendor, but may be contractual limits to the amount of change allowed.
PAC Techniques • Lead time management. • All elements except setup and run times (which may only be 10-20% of total lead time) can be compressed with a good PAC system. • Lead time and WIP are directly related. • Some WIP may be needed to ensure capacity utilization—but not too much. • System queue times are often over-stated.
Dispatch System • Create and maintain an open shop order for each scheduled receipt. • Maintain a dispatch list. • Basis for priority control • Identify required resources, work units, work contents • Perform status and audit reports • Open order status • Exception reports
Schedule Adjustments • Reschedule order release • Reschedule due date • Vary lost size • Relocate labor • Alternative equipment or routing • Overlap operations (move portion of lot) • Lot splitting
PAC Database • Relation to MPC system (see figure 5.9.) • Open shop orders with due dates. • Routing files. • Standard operations (run) time estimates. • Move, wait, and queue time data. • Work center information. • Data acquisition and feedback • Automate WIP data collection (bar coding). • Decentralized computer systems. • Base scheduling on real-time transactions • Integrate other systems (quality, maintenance, CAD/CAM/CIM).
Concluding Principles • PAC system design must be in concert with the firm’s needs. • The chop-floor control system should support users and first-line supervisors, not supplant them. • Vendor capacities should be planned and scheduled with as much diligence as are internal capacities. • Lead times are to be managed.
Concluding Principles • Organizational goals and incentives must be congruent with good PAC practice. • Discretion and decision-making responsibilities in PAC practice need to be carefully defined for both shop and vendors. • PAC performance should be defined and monitored. • Feedback from PAC should provide early warning and status information to other PAC modules.
Concluding Principles • Automated reading systems and and distributed computers should facilitate data acquisition and shop-floor decision making. • Database design and integrity must be assessed for PAC systems to be effective. • The ongoing evolution in PAC systems as firms increasingly adopt world class manufacturing methods is reduced detail, smaller databases, and simpler systems.
Chapter 5 Assignments • Problems 5.2 and 5.12 • Due Tuesday, November 12