Download
1 / 36
400 likes | 1.02k Views
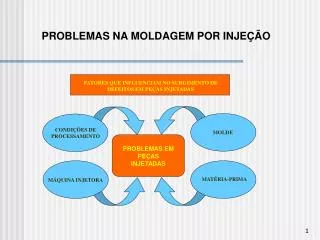
FATORES QUE INFLUENCIAM NO SURGIMENTO DE DEFEITOS EM PEÇAS INJETADAS. CONDIÇÕES DE PROCESSAMENTO. MOLDE. MATÉRIA-PRIMA. MÁQUINA INJETORA. PROBLEMAS NA MOLDAGEM POR INJEÇÃO. PROBLEMAS EM PEÇAS INJETADAS.

E N D
FATORES QUE INFLUENCIAM NO SURGIMENTO DE DEFEITOS EM PEÇAS INJETADAS CONDIÇÕES DE PROCESSAMENTO MOLDE MATÉRIA-PRIMA MÁQUINA INJETORA PROBLEMAS NA MOLDAGEM POR INJEÇÃO PROBLEMAS EM PEÇAS INJETADAS
Para solucionar um defeito em uma peça injetada, um plano deve ser traçado e executado passo a passo usando uma abordagem sistemática, lógica e organizada. Além disso, todos os passos devem ser registrados, pois ninguém sabe quando o defeito poderá ocorrer outra vez! PROBLEMAS NA MOLDAGEM POR INJEÇÃO
TEMPERATURAS • PRESSÕES • TEMPOS • MÁQUINA INJETORA • POLÍMERO UTILIZADO • EXPERIÊNCIA DO OPERADOR • PROJETO DO PRODUTO E DO MOLDE VARIÁVEIS QUE INFLUENCIAM O PROCESSAMENTO • TEMPERATURAS • PRESSÕES • TEMPOS E VELOCIDADES • MANUTENÇÃO DA INJETORA • MANUTENÇÃO DO MOLDE • HABILIDADES E CONHECIMENTOS DO PRÓPRIO OPERADOR VARIÁVEIS SOB O CONTROLE DO OPERADOR DEFEITOS EM PEÇAS INJETADASABORDAGEM PREVENTIVA
TEMPERATURAS • Fatores que Influenciam a Temperatura do Material fora do controle do operador • Geometria da rosca (cisalhamento excessivo) • Geometria do bico de injeção • Canal da bucha, canais de distribuição e pontos de injeção • Cantos afiados • Acabamento superficial do molde • Remoção do ar do molde • Fatores que Influenciam a Temperatura do Material controlados pelo operador • Rotação da rosca • Contrapressão • Funcionamento inadequado da válvula de não-retorno • Funcionamento inadequado dos termopares • Obstruções no caminho que o material percorre • Velocidade de injeção • Tempo de residência do material no canhão DEFEITOS EM PEÇAS INJETADASABORDAGEM PREVENTIVA
Deposição de voláteis nos canais de remoção de ar • Escorrimento do material pelo bico da injetora ou formação de fiapos • Esguichamentos e defeitos ao redor do ponto de injeção Temperaturas Altas • Ciclos longos • Rechupes • Variações na cor • Rebarbas • Degradação térmica • Compactaçãoexcessiva • Extração deficiente • Variações na contração • Deposição de voláteis na superfície domolde Influência da Temperatura do Material Fundido na Qualidade e Produtividade da Peça Injetada
Influência da Temperatura do Material Fundido na Qualidade e Produtividade da Peça Injetada • Aparência leitosa (em peças transparentes) • Linhas de solda fracas • Cristalinidade incompleta, afetando em: • Contração da peça • Contração pós-moldagem • Empenamento Temperaturas Baixas • Peças incompletas • Peça não compactada • Formação de linhas de fluxo • Acabamento superficial ruim • Alto nível de tensões residuais • Desgaste excessivo na máquina e moldes • Perda de propriedades mecânicas
extração deficiente • ciclos mais longos Temperaturas muito altas • rebarbas • rechupes • compactação excessiva • aprisionamento de ar Influência da Temperatura do Molde na Qualidade e Produtividade da Peça Injetada
tensões residuais • acabamento superficial pobre Temperaturas muito Baixas • peças incompletas • linhas de fluxo • linhas de solda frágeis • baixa cristalinidade Influência da Temperatura do Molde na Qualidade e Produtividade da Peça Injetada
PRESSÕES • PRESSÕES CONTROLADASPELO OPERADOR • QUE INFLUENCIAM NA QUALIDADE DA PEÇA • PRESSÃO DE INJEÇÃO • PRESSÃO DE RECALQUE • CONTRAPRESSÃO
PRESSÕES ELEVADAS • COMPACTAÇÃO EXCESSIVA • FORMAÇÃO DE REBARBAS • ALTO NÍVEL DE TENSÕES RESIDUAIS • BAIXAS PRESSÕES • FALTA DE PREENCHIMENTO • ACABAMENTO SUPERFICIAL POBRE • LINHAS DE SOLDA FRACAS • RECHUPES PRESSÕES DE INJEÇÃO Influência das Pressões na Qualidade e Produtividade da Peça Injetada
BAIXAS PRESSÕES • ACABAMENTO SUPERFICIAL POBRE • LINHAS DE SOLDAFRACAS • RECHUPES • PRESSÕES ELEVADAS • COMPACTAÇÃO EXCESSIVA • FORMAÇÃO DE REBARBAS • ALTO NÍVEL DE TENSÕES RESIDUAIS PRESSÕES DE RECALQUE Influência das Pressões na Qualidade e Produtividade da Peça Injetada
CONTRAPRESSÕES ELEVADAS • CISALHAMENTO E AQUECIMENTO EXCESSIVOS • DEGRADAÇÃO DO POLÍMERO E/OU ADITIVOS • CONTRAPRESSÕES • BAIXAS • MÁ HOMOGENEIZAÇÃO DO FUNDIDO • MÁ DISPERSÃO DE PIGMENTOS E ADITIVOS • RECHUPES CONTRAPRESSÃO Influência das Pressões na Qualidade e Produtividade da Peça Injetada
FATORES QUE INFLUENCIAM A QUALIDADE E PRODUTIVIDADE • CICLOS LONGOS • BAIXA PRODUTIVIDADE • AUMENTO DO TEMPO DE RESIDÊNCIA • VARIAÇÕES NA TEMPERATURA DO MOLDE(INCONSISTÊNCIA DA QUALIDADE DA PEÇA) • CICLOS CURTOS • EXTRAÇÃO DEFICIENTE • MARCAS CAUSADAS PELOS EXTRATORES • DEFORMAÇÕES E EMPENAMENTOS DA PEÇA TEMPOS E VELOCIDADES
FATORES QUE INFLUENCIAM A QUALIDADE E PRODUTIVIDADE • VELOCIDADES DE INJEÇÃO ELEVADAS • ENCHIMENTO MAIS RÁPIDO DO MOLDE • MAIOR POSSIBILIDADE DE DEGRADAÇÃO • ORIGEM DE DEFEITOS COMO ESGUICHAMENTOS • CARBONIZAÇÃO DA FRENTE DE FLUXO • VELOCIDADES DE INJEÇÃO BAIXAS • POSSIBILIDADE DE PREENCHIMENTO INCOMPLETO DA PEÇA • FORMAÇÃO DE RECHUPES E VAZIOS • LINHAS DE SOLDA MAIS FRACAS • RECALQUE DEFICIENTE • MARCAS DE FLUXO TEMPOS E VELOCIDADES
Defeitos em Peças InjetadasAbordagem Corretiva ESTRIAS MARRONS
ESTRIAS MARRONS DESCRIÇÃO SURGIMENTO DE ESTRIAS DE COLORAÇÃO MARROM, AMARELADA OU MESMO PRETA NA PEÇA INJETADA DEVIDO À DEGRADAÇÃO DO POLÍMERO Defeitos em Peças InjetadasAbordagem Corretiva
MATERIAL TERMICAMENTE SENSÍVEL • INSTABILIDADE TÉRMICA DE ADITIVOS • PRESENÇA DE UMIDADE NO POLÍMERO • POLÍMERO CONTAMINADO • PRESENÇA DE FINOS MATÉRIA-PRIMA • CISALHAMENTO EXCESSIVO NA ROSCA • OBSTRUÇÃO DO FLUXO DO MATERIAL • CISALHAMENTO EXCESSIVO NA VÁLVULA DE NÃO RETORNO • CISALHAMENTO EXCESSIVO NO BICO DA INJETORA • PONTOS MORTOS NO TRAJETO DO MATERIAL MÁQUINA INJETORA ESTRIAS MARRONS CAUSAS • TEMPERATURA DO CANHÃO MUITO ALTA • ROTAÇÃO DA ROSCA MUITO ELEVADA • TEMPO DE RESIDÊNCIA MUITO LONGO • CONTAPRESSÃO MUITO ELEVADA • COLCHÃO MUITO GRANDE • VELOCIDADE DE INJEÇÃO MUITO ALTA PROCESSAMENTO • RESTRIÇÕES NO PONTO DE INJEÇÃO OU CANAIS DE ALIMENTAÇÃO • CANTOS AFIADOS PROJETO DO MOLDE Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva PONTOS PRETOS
PONTOS PRETOS DESCRIÇÃO SURGIMENTO DE PEQUENAS PARTÍCULAS ENCRAVADAS NA PEÇA CAUSADAS PELA CARBONIZAÇÃO DO POLÍMERO • CAUSAS PRINCIPAIS • FORMAÇÃO DE UM FILME DE MATERIAL DEGRADADO RECOBRINDO O PARAFUSO OU O CANHÃO QUE SE DESPRENDE A CADA CICLO • PRESENÇA DE FINOS NO MATERIAL, PRINCIPALMENTE EM RECICLADOS Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva CARBONIZAÇÃO DA FRENTE DE FLUXO OU EFEITO DIESEL
EFEITO DIESEL DESCRIÇÃO CARBONIZAÇÃO DO MATERIAL GERALMENTE OCORRIDA NAS REGIÕES DE FINAL DE FLUXO E EM ALGUNS CASOS NAS REGIÕES DE ENCONTRO DAS LINHAS DE SOLDA • CAUSAS PRINCIPAIS • CANAIS DE SAÍDA DE AR DO MOLDE EM NÚMERO OU DIMENSÕES INSUFICIENTES • VELOCIDADE DE INJEÇÃO EXCESSIVAMENTE ELEVADA Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva DELAMINAÇÃO
Defeitos em Peças InjetadasAbordagem Corretiva DELAMINAÇÃO SEPARAÇÃO DO POLÍMERO EM CAMADAS, NORMALMENTE MEDIANTE A APLICAÇÃO DE UMA FORÇA, CAUSADA PELA PRESENÇA DE CONTAMINANTES (OUTRO POLÍMERO OU MESMO ADITIVOS) INCOMPATÍVEIS COM O POLÍMERO
Defeitos em Peças InjetadasAbordagem Corretiva RECHUPES E VAZIOS
Defeitos em Peças InjetadasAbordagem Corretiva VAZIOS E RECHUPES DEPRESSÕES ORIGINADAS NA SUPERFÍCIE DA PEÇA INJETADA (RECHUPES) OU BOLHAS INTERNAS (VAZIOS) NORMALMENTE SÓ VISÍVEIS EM PEÇAS TRANSPARENTES, DECORRENTES DA CONTRAÇÃO DO POLÍMERO
CONTRAÇÃO DO POLÍMERO MATÉRIA-PRIMA MÁQUINA INJETORA • VÁLVULA DE NÃO RETORNO COM PROBLEMAS VAZIOS E RECHUPES • DOSAGEM INSUFICIENTE • PRESSÃO DE RECALQUE BAIXA • VELOCIDADE DE INJEÇÃO BAIXA • PRESSÃO DE INJEÇÃO BAIXA • TEMPO DE RECALQUE MUITO CURTO PROCESSAMENTO • RESTRIÇÕES NO PONTO DE INJEÇÃO OU CANAIS DE ALIMENTAÇÃO • PONTOS DE INJEÇÃO MUITO RESTRITOS PROJETO DO MOLDE Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva LINHAS DE SOLDA
Defeitos em Peças InjetadasAbordagem Corretiva LINHAS DE SOLDA RECOMBINAÇÃO DE DUAS OU MAIS FRENTES DE FLUXO DO MATERIAL QUE SE SEPARARAM EM ALGUMA REGIÃO ANTERIOR POR ONDE O POLÍMERO ESTAVA ESCOANDO
VISCOSIDADE DO MATERIAL ELEVADA • PRESENÇA DE CARGAS • PRESENÇA DE ADITIVOS INSTÁVEIS QUE GERAM GASES MATÉRIA-PRIMA • GEOMETRIA DO PARAFUSO INADEQUADA • OBSTRUÇÕES NO BICO DA INJETORA MÁQUINA INJETORA LINHAS DE SOLDA • TEMPERATURA DO MOLDE MUITO BAIXA • TEMPERATURA DO MATERIAL BAIXA • VELOCIDADE DE INJEÇÃO BAIXA • PRESSÃO DE INJEÇÃO BAIXA • PRESSÃO DE RECALQUE BAIXA PROCESSAMENTO • RESTRIÇÕES NO PONTO DE INJEÇÃO OU CANAIS DE ALIMENTAÇÃO • SAÍDAS DE GASES INEFICIENTES • POSIÇÃO E/OU NÚMERO DOS PONTOS DE INJEÇÃO INADEQUADOS PROJETO DO MOLDE Defeitos em Peças InjetadasAbordagem Corretiva
REBARBAS MATERIAL FUNDIDO É FORÇADO PARA FORA DAS CAVIDADES PELA LINHA DE ABERTURA DO MOLDE • CAUSAS PRINCIPAIS • FORÇA DE FECHAMENTO INSUFICIENTE • TEMPERATURA DO POLÍMERO ALTA • PRESSÃO DE RECALQUE ELEVADA • VELOCIDADE DE INJEÇÃO MUITO ALTA Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva ESGUICHAMENTO
ESGUICHAMENTO MATERIAL ENTRA NA CAVIDADE DE FORMA TURBULENTA COM UM ASPECTO SEMELHANTE A UMA “COBRA” • CAUSAS PRINCIPAIS • VELOCIDADE DE INJEÇÃO MUITO ALTA • PONTO DE INJEÇÃO RESTRITO • PONTO DE INJEÇÃO LOCALIZADO EM UMA REGIÃO ESPESSA • TEMPERATURA DO MATERIAL BAIXA Defeitos em Peças InjetadasAbordagem Corretiva
Defeitos em Peças InjetadasAbordagem Corretiva ESTRIAS PRATEADAS
Defeitos em Peças InjetadasAbordagem Corretiva ESTRIAS PRATEADAS OCORREM DEVIDO AO APRISIONAMENTO DE GASES ABAIXO DE UMA FINA CAMADA SUPERFICIAL DA PEÇA INJETADA
MATERIAL CONTENDO UMIDADE • PRESENÇA DE VOLÁTEIS NO MATERIAL • PRESENÇA CONTAMINANTES NO POLÍMERO • ADITIVOS TERMICAMENTE INSTÁVEIS MATÉRIA-PRIMA • CISALHAMENTO EXCESSIVO NO PARAFUSO (ROSCA INADEQUADA) • OBSTRUÇÕES NO TRAJETO DO MATERIAL • AR NO INTERIOR DO CANHÃO • DESCOMPRESSÃO EXCESSIVA MÁQUINA INJETORA ESTRIAS PRATEADAS • TEMPERATURA MUITO ALTA • VELOCIDADE DE INJEÇÃO MUITO ALTA • SECAGEM INADEQUADA • CONTRAPRESSÃO INSUFICIENTE • ROTAÇÃO DO PARAFUSO MUITO ALTA PROCESSAMENTO • PONTOS DE INJEÇÃO RESTRITOS • SAÍDAS DE AR EM NÚMERO E/OU DIMENSÕES INADEQUADOS PROJETO DO MOLDE Defeitos em Peças InjetadasAbordagem Corretiva