Download
1 / 28
300 likes | 524 Views
Ch-19 Forming and shaping plastics. Thermoplastic (TP) – Polymers that can be shaped when heated and regain original hardness & strength upon cooling – Have a linear or branched structure (weak secondary bonds ) – Process is reversible

E N D
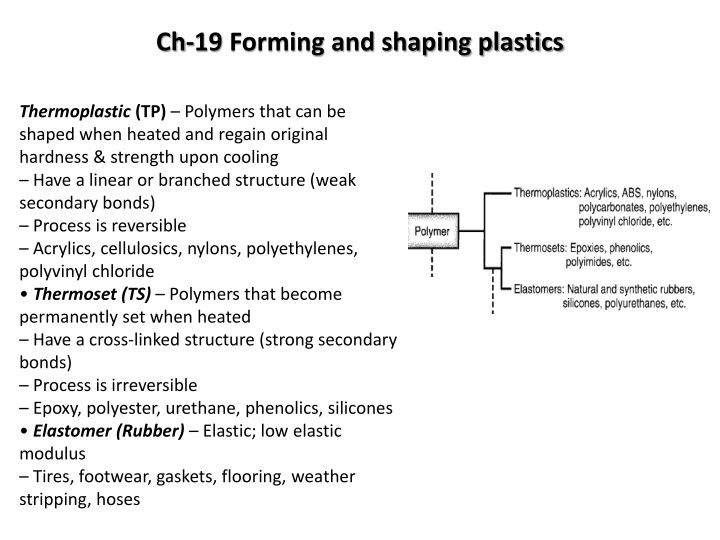
Ch-19 Forming and shaping plastics Thermoplastic (TP) – Polymers that can be shaped when heated and regain original hardness & strength upon cooling – Have a linear or branched structure (weak secondary bonds) – Process is reversible – Acrylics, cellulosics, nylons, polyethylenes, polyvinyl chloride • Thermoset (TS) – Polymers that become permanently set when heated – Have a cross-linked structure (strong secondary bonds) – Process is irreversible – Epoxy, polyester, urethane, phenolics, silicones • Elastomer (Rubber) – Elastic; low elastic modulus – Tires, footwear, gaskets, flooring, weather stripping, hoses
Forming and Shaping Processes for Plastics, Elastomers, and Composite Materials Figure 19.1 Outline of forming and shaping processes for plastics, elastomers, and composite materials. (TP = Thermoplastics; TS = Thermoset; E = Elastomer.)
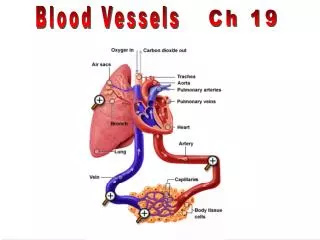
Forming and shaping plastics - Extrusion • raw materials in form of thermoplastic (TP) pellets, granules, or powder are placed into a hopper and fed into the extruder barrel (F19.2). • barrel is equipped with a screw that blends pellets & conveys them down the barrel. • internal friction from the mechanical action of the screw, along with heaters around the extruder’s barrel, heats the pellets and liquefies them. • Screws have 3 distinct sections: • Feed section that conveys material from hopper area into central region of barrel. • Melt section: heat generated by shearing of plastic and by heaters causes melting to begin. • Pumping section: additional shearing and melting occurs, with pressure buildup at die.
Forming and shaping plastics - Extrusion • Molten plastic or elastomer is forced through a die. • The extruded product is then cooled, either by exposing it to air or by passing it through a water-filled channel. • The extruded product is then coiled or cut into desired lengths. • Typical products: solid rods, channels, tubing, pipe, window frames, sheet, Pellets for other plastic processing methods • Plastic-coated electrical wire, and cable are also extruded. The wire is fed into the die opening at a controlled rate with the extruded plastic. • Extruders can also be used as simple melters for injection molding and blow molding. • Process parameters: • extruder-screw speed • barrel-wall temperature • die design • cooling and drawing speeds
Plastic Tubes and Pipes Extrusion Figure 19.4 Extrusion of tubes. (a) Extrusion using a spider die (see also Fig. 15.8) and pressurized air. (b) Coextrusion for producing a bottle.
Extrusion - Thin Polymer Films • Extruders are rated by diameter D of barrel & length to diameter (L/D) ratio of barrel. • Typical commercial units: D=25-200mm, L/D = 5-30. Extrusion equipment cost: $300,000. • Thin polymer films and common plastic bags are made from a tube produced by an extruder. • in this process, a thin walled tube is extruded vertically upward. • then expanded into a balloon shape by blowing air through the center of the extrusion die until desired film thickness is reached.
Extrusion - Thin Polymer Films FIGURE l9.5 (a) Schematic illustration of the production of thin film and plastic bags from tube-first produced by an extruder and then blown by air. (b) A blown-film operation. This process is well developed, producing inexpensive and very large quantities of plastic film and shopping bags. Source: (b) Courtesy of Wind Moeller 86 Hoelscher Corp.
Injection molding (IM) • Pellets or granules are fed into the heated cylinder, and the melt is forced into a split die chamber, either by hydraulic plunger or by a rotating screw system of an extruder. • After part is sufficiently cooled, molds are opened and part is ejected. • IM pressures: 70-200MPa • Typical products: cups, containers, housings, tool handles, knobs, electrical components, toys, plumbing fittings.
Injection molding (IM) Figure 19.10 Illustration of mold features for injection molding. (a) Two-plate mold with important features identified. (b) Four parts showing details and the volume of material involved. Source: Courtesy of Tooling Molds West. Inc.
Injection molding (IM) • Complex shapes and Good dimensional accuracy. • 3 basic types of molds: • cold runner 2-plate mold: solidified plastic in channels that connect the mold cavity to end of barrel must be trimmed. • cold-runner 3-plate: runner system is separated from part when mold opens. • Hot-runner mold: more expensive, no gates, runners, or sprues attached to molded part. Molten plastic is kept hot in a heated runner plate. Shorter cycle times.
Products Made by Injection Molding Multicomponent injection molding (also called coinjection or sandwich molding): Car rear lights (different colors). Insert molding: metallic components such as screws, pins, and strips are placed in the mold cavity prior to injection and then become an integral part of the molded product. (a) (b) Figure 19.9 Typical products made by injection molding, including examples of insert molding. Source: (a) Courtesy of Plainfield Molding, Inc. (b) Courtesy of Rayco Mold and Mfg. LLC.
Injection molding (IM) • Process capabilities: • Good dimensional control. • Cycle times: 5-60sec, several minutes for thermoset (TS) materials. • Mold materials: tool steels, beryllium, Cu, or Al. • Mold costs: up to $100,000 • Mold life: up to 2Million cycles for steel molds, 10,000 cycles for Al molds. • Machines: horizontal or vertical (small close-tolerance parts and for insert molding) • Injection molding machines are rated according to the capacity of the mold and the clamping force. Force: 0.9-2.2MN. • Cost of a 100 ton machine: $60,000-90,000. • Cost of a 300 ton machine: $85,000-140,000. • Cost of dies: $20,000-200,000.
Reaction injection molding (RIM) • a monomer and two or more reactive fluids are forced at high speed into a mixing chamber at a pressure of 10 to 20 MPa and then into the mold cavity. • Chemical reactions take place rapidly in the mold, and the mold solidifies into a thermoset part. • Typical parts: automotive bumpers and fenders, steering wheels, and instrument panels), thermal insulation for refrigerators and freezers, water skis.
Blow molding • Extrusion blow molding: • a tube is first extruded or injection moldod, [pairson] • Then clamped into a mold cavity much larger than tube diameter. • Finally blown outward to fill the mold cavity. • Blowing is usually done with an air blast at a pressure of 350-700KPa. • The molds close around the tubing, close off both ends (thereby breaking the tube into sections), and then move away as air is injected into the tabular piece. • The part is then cooled and ejected. • Typical parts: beverage bottles and hollow containers.
Blow molding Figure 19.14 Schematic illustrations of (a) the extrusion blow-molding process for making plastic beverage bottles; (b) the injection blow-molding process; and (c) a three-station injection molding machine for making plastic bottles.
Rotational molding • Thin walled metal mold is made of 2 pieces and is designed to be rotated about 2 perpendicular axes. • A pre-measured quantity of powdered plastic material is placed inside the worm mold. • The mold is then heated, while rotated about the 2 axes. • This action tumbles the powder against the mold, where heating fuses the powder without melting it. • Complex shapes with wall thicknesses 0.4mm and tanks with volumes 80,000 liters produced. • Typical parts: toys, carrying cases, footballs, storage tanks. • In addition to powders, liquid polymers can be used in rotational molding-PVC being the most common material [Slush molding or Slush casting]. Figure 19.15 The rotational molding (rotomolding or rotocasting) process. Trash cans, buckets, and plastic footballs can be made by this process.
Thermoforming • Thermoforming is a process for forming thermoplastic sheets or films over a mold through the application of heat and pressure • a sheet is heated in oven to the sag point above Tg (Glass Temperature). • Sheet is then removed from the oven, placed over a mold, and forced against the mold through the application of a vacuum. • The mold is usually at RT, hence the shape of the plastic becomes set upon contact with the mold. • Parts with openings cannot be formed. • Typical parts: advertising signs, tray cookies, refrigeration liners, packaging, and appliance housings. • Molds:Aluminum molds, then the tooling is inexpensive. The holes in molds are usually less than 0.5mm, in order not to leave any marks on the formed parts. Figure 19.16 Various thermoforming processes for a thermoplastic sheet. These processes commonly are used in making advertising signs, cookie and candy trays, panels for shower stall, and packaging.
Compression molding (CM) • A pre-shaped charge of material, a pre-measured volume of powder, or a viscous mixture of liquid resin and filler material is placed directly into a heated mold cavity (200 C). • Forming is done under pressure from upper half of die (10-150MPa). • CM is used mainly with thermosetting plastics, thermoplastics and elastomers are also processed. linking is completed in the heated die. • Curing times: 0.5-5min. • Typical parts: dishes, handles, container caps, fittings. • 3 types of compression molds: • Flash type: for shallow or flat parts. • positive: for high density parts • Semi positive: for quality production. See http://www.longmold.com/viewnews.php?id=85 to compare between the three types. Figure 19.17 Types of compression molding – a process similar to forging: (a) positive, (b) semipositive, and (c) flash, which is later trimmed off. (d) Die design for making a compression-molded part with external undercuts.
Transfer Molding (TM) • Uncured TS material is placed in a heated transfer pot or chamber. • After material is heated, it’s injected into heated closed molds. Curing takes place by crosslinking. • Typical parts: electrical and electronic components, rubber and silicon parts. • TM Suitable for intricate shapes with varying wall thicknesses. Figure 19.18 Sequence of operations in transfer molding for thermosetting plastics. This process is suitable particularly for intricate parts with varying wall thickness.
Casting • Simple, inexpensive but slow. • Typical parts: gears, bearings, wheels, thick sheets. • convention casting of TP: a mixture of monomer, catalyst, and various additives is heated and poured into the mold. Part forms after polymerization takes place at ambient pressure. • centrifugal casting • Potting and encapsulation:casting plastic material around electric component [transformer]. Potting is done in a housing or case, which is an integral part of product. In encapsulation, component is coated with a layer of the solidified plastic.
Foam molding • The raw material is expandable [polystyrene beads], • Polystyrene beads placed in mold with blowing agent (e.g. nitrogen) and exposed to heat (usually steam) • Beads expand (up to 50 times) to take shape of the mold cavity. • The amount of expansion is controlled by varying the temperature & time. • Typical products: Styrofoam cups, food containers, insulating blocks, and shaped packaging materials.
Structural foam molding (SFM) • SFM process is used to make plastic products with a solid outer skin and a cellular inner structure. • Typical products: furniture components, TV cabinets, business machine housings. • Injection foam molding: • thermoplastics are mixed with a blowing agent (inert gas such as N2), which expands the material. • The core of part is cellular, and the skin is rigid. • Thickness of skin: up to 2 mm. • Part densities as low as 40% of the density of solid plastic. • Polyurethane foam processing: it starts with mixing of two or more chemical components, the reaction forms cellular structure which solidifies in the mold.
cold forming and solid phase forming • Rolling, deep drawing, extrusion, closed die forging, coining, and rubber forming, can also be used to form many TP at RT. • Important considerations: • ductility at RT • Material’s deformation must be non-recoverable (SB). • Advantages of cold forming • Strength, toughness, and uniform elongation are increased. • plastics with high molecular weights can be used • Forming speeds are not affected by part thickness because there is no heating or cooling involved. • Cycle times shorter than molding processes. • Solid phase forming: carried out at a temp from 10 to 20oC below melting temp of plastic, while it’s still in a solid state.