Download

1 / 55
650 likes | 1.07k Views
HEAT TRETMENT ( PERLAKUAN PANAS ). Proses perlakuan panas. T (C) t ( detik). Holding. Cooling. Heating. Fe3C+ cairan. + F e 3 C. 6.7% C. Pergeseran Eutektoid.

E N D
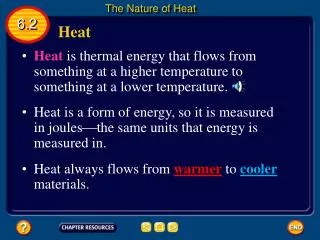
Proses perlakuan panas • T (C) • t ( detik) Holding Cooling Heating
Fe3C+ cairan + Fe3C 6.7% C
Pergeseran Eutektoid • Pada baja paduan atom karbon dan atom besi saling berkoordinasi dengan atom lain. • Oleh karena itu kadar karbon Euitektoid dan suhu Euitektoid berubah bila ada elemen paduan lainnya. • Perubahan kadar karbon Euitektoid dan suhu Euitektoid dapat dilihat pada diagram bawah
Pemanasan/ Heating Metode pemanasan • Pemanasan didalam dapur yang telah panas. • Pemanasan didalam dapu dengan suhu ruangan atau suhu rendah dilanjutkan pemanasan dengan kecepatan pemanasan yang diatur.
surface centre
Cara 1 sering dipilih karena pertimbangan: • Total waktu lebih kecil • Produktifitas dapur lebih besar
Faktor-2 yang mempengaruhi waktu pemanasan ( Z ): • Penghantar panas baja ( tergantung komposisi kimia paduan) • Dimensi • Bentuk
Berdasarkan dimensi dan bentuk: Benda kerja dengan bentuk simple tanpa pemanasan pendahuluan, dengan suhu dapur 700 - 900 C • Bahan : baja karbon Formula : Z minimum = 1 H ( menit ) • Bahan: alat perkakas ( tools) dari baja karbon/baja paduan Formula : Z minimum = 1,4 H ( menit )
Waktu Pemanasan Pendahuluan: • Untuk benda kerja dan alat perkakas untuk bentuk yang komplek sampai dengan suhu 500 – 600C
Formula : • benda kerja dari baja karbon : Zmin = 1,25 H ( menit ) • alat perkakas dari baja karbon: Zmin = 1,80 H ( menit ) • benda kerja dari baja paduan: Zmin = 1,60 H ( menit ) • alat perkakas daribaja paduan Zmin = 2,0 H ( menit )
Waktu pemanasan dari suhu pemanasan mula ( 500 - 600C ) sampai dengan suhu pemanasan akhir dapat dihitung : Formula: - baja karbon: Zmin = 0.7 -- 0.8 H ( menit ) - baja paduan Zmin = 1.0 – 1.2 H ( menit )
Oksidasi dan dekarborisasi: Akibat adanya panas yang tinggi benda kerja akan mengalami oksidasi dan atau dekarborisasi Oksidasi: Penyebab: • Oksigen : 2Fe + O2 2FeO • Karbodyoksida : Fe + CO2 FeO + CO 3.Uap air : Fe + H2O FeO + H2
Dekarborisasi: Penyebab -Oksigen : 2 Fe3C + O2 6Fe + 2 CO -Karbondioksida : Fe3C + CO2 3Fe + 2CO -Uap air : Fe3C + H2 3Fe + CH4
Pada suhu kritis dimana karbon terdapat pada austenite 2Fe ( C ) + O2 2Fe + 2CO Fe ( C ) + CO2 Fe + 2CO Fe ( C ) +2 H 2 Fe + CH4 • Kedua proses diatas biasanya bekerja secara simultan.
HARDENABILITY • Hardenability ( mampu keras) adalah kemampuan bahan untuk dikeraskan. • Kekerasan adalah hkemampuan bahan untuk menahan penetrasi benda runcing.
Bila suatu logam didinginkan cepat maka kecepatan pendinginan menurun dari permukaan sampai pada bagian dalam ; paling tinggi pada bagian permukaan dan paling lambat pada bagian inti. • Bila kecepatan pendinginan pada bagian inti dari baja lebih dari pada kecepatan kritis baja tersebut maka benda kerja tersebut bisa mengeras sampai pada bagian dalamnya.
Ditinjau dari tingkat mapu kerasnya, baja dibagi menjadi empat tingkat: • Steel of poor hardenability; kekerasan yang ditembus didalam specimen cylinder dengan diameter tidak lebih dari 15 mm. Group ini termasuk baja karbon. • Steel of medium hardenability; kekerasan yang ditembus dengan diameter sampai dengan 35 mm. Group ini termasuk baja paduan rendah
Steels of increased hardenability ( diameter sampai 75 mm ).group ini termasuk baja paduan yang lebih komplek. • Steels of high hartdenability ( diameter sampai 100mm) . Group ini termasuk baja paduan yang lebih komlek dengan jumlah kandungan unsue paduannya tiga atau lebih.
Pada dapat dilihat hubungan antara kekerasan dengan meningkatnya kadar karbon dari baja. Kekerasan maksimum hanya dapat dicapai bila terbentuk martensit 100%. Hubungan antara kekerasan maksimum dan kadar karbon dalam baja karbon. Tampak kekerasan maksimum akibat martensit dibandingkan dengan kekerasan yang ditimbulkan oleh struktur mikro perlit. Untuk dapat mencapai kekerasan maksimum harus dicegah terjadinya reaksi + karbida selama pencelupan
Baja yang dengan cepat bertransformasi dari austenit menjadi ferit dan karbida mempunyai hardenability yang lebih rendah karena dengan terjadinya transformasi pada suhu yang tinggi, martensit tidak terbentuk. • Sebaliknya baja dengan transformasi yang lambat dari austenit ke ferit dan karbida mempunyai hardenability yang lebih besar.
Kekerasan mendekati maksimal dapat dicapai pada baja dengan hardenability yang tinggi dengan pencelupan sedang dan dibagian tengah baja dapat dicapai kekerasan yang tinggi meskipun laju pendinginan lebih lambat.
Kurva hardenability • Bagi setiap jenis baja terdapat hubungan langsung dan konsisten antara kekerasan dan laju pendinginan. Akan tetapi hubungan ini linier. Selain itu landasan teori untuk menganalisa kuantitatif cukup rumit. Hal ini dipengaruhi variabel seperti: unsure paduan, ketidakmurnian, kadar butir, dan suhu austenitisasi.
Untuk mengetahui sifat mampu keras dari berbagai jenis baja dapat dilakukan pengujian standart yang biasa disebut percobaan Jominy (suhu pemasnasan hardening)
Pada percobaan ini batang baja berpenampang bulat dengan ukuran tertentu dipanaskan sampai didaerah austenit dan dicelupkan pada ujungnya dalam air dengan kecepatan aliran dan tekanan tertentu . • Nilai kekerasan sepanjang gradient laju pendinginan diukur dengan pengukur kekerasa Rockwell dan hasilnya digambarkan sebagai kurva kemampu kerasan.
Ujung yang terkena air mengalami pendinginan yang sangat cepat, oleh karena itu mempunyai kekerasan maksimum untuk kadar karbon baja yang diuji. Laju pendinginan pada titik-titik menjauhi ujung celup lebih rendah, oleh karena itu kekerasannya lebih rendah.
Data laju pendinginan pada umumnya berlaku untuk berbagai jenis baja karbon dan baja paduan rendah oleh karena memiliki berat jenis, kapasitas panas dan daya hantas panas yang setara, • Baja tahan karat tidak mengikuti pola gambar atas karena kadar paduannnya yang tinggi mengurangi koduktifitas termal meskipun tidak seberapa pengaruhnya atas berat jenis dan kapasitas panasnya.
Oleh karena itu baja tahan karat jarang dicelup untuk pengerasan • Baja paduan rendah ( 4140 dan 4340) mempunyai kemampu kerasan yang tinggi dari pada baja karbon, artinya untuk harga laju pendinginan tertentu kekerasannya memdekati kekerasan maksimal
COOLING MEDIA • Berbagai macam variasi cairan media digunakan didalam quenching pada baja • Ketika benda kerja dicelupkan didalam cairan pendingin, lapisan cairan secara cepat mengelilingi benda kerja akan hampir secara cepat memanas sampai suhu penguapan.
Benda kerja akan diselubungi didalam lapisan uap , yang akan melindungi cairan pendingin pada permukaan benda kerja. • Lapisan permukaan dari benda kerja akan didinginkan sangat cepat sebelum pembentukan pelindung uap.
HARDENING(Pengerasan ) • Tujuan: Merubah struktur baja sedemian rupa sehingga diperoleh struktur martensit yang keras. • Penggunaan: Untuk semua macam alat perkakas dan beberapa bagian mesin yang penting khususnya untuk yang mendapatkan beban berat seperti roda gigi, pegas dll.
Prosesnya: Baja dipanaskan sampai suhu diatas suhu kritis. ( tergantung dari kadar karbonya) kemudian ditahan pada suhu tersebut beberapa saat, kemudian didinginkan dengan cepat/secara mendadak dengan mencelupkan kedalam air, olie atau media pendingin lainnya. • Dengan pendinginan mendadak tak ada waktu yang cukup bagi austenit untuk berubah menjadi perlit dan ferit atau perlit dan sementit. Pendinginan yang cepat menyebabkan austenit berubah menjadi martensit
Suhu Pemanasan • Untuk baja hypoeutectoid suhu pemanasan A3 + (30 -:- 50)C • Untuk baja eutectoid dan hypereutectoid suhu pemanasan A1 + (30 -:- 50) C
Hasilnya : Kekerasan yang tinggi, kekenyalan rendah. • Kekerasan yang dihasilkan dari pengerasan baja tergantung dari pada sifat mampu kerasnya dimana sifat mampukeras tersebut dipengaruhi unsur karbon dan atau paduannya
Pembentukan Martensit Selama pendinginan, terjadi reaksi eutectoid Fe-C yang menyangkut pembentukan ferit dan karbida C, sebagai dekomposisi austenit berkomposisi eutectoid ( ~ 0.8%C ) + C
Proses Pembentukan Martensit pendinginan perlahan-lahan • (kps) (kpr) + C (karbida) • M ( tpr) quenching temper
Jalan lain membentuk ( + karbida ) menyangkut pembentukan fasa transisi martensit,M. • Fasa polimorfi besi ( perubahan fasa tanpa mengalami perubahan komposisi) ini tidak stabil karena bila ada kesempatan, martensit akan berubah menjadi ( + karbida). Oleh karena itu pada diagram Fe-Fe3C tidak terdapat martensit. Meskipun begitu martensit adalah suatu fasa yang sangat penting.
Martensit terjadi pada suhu dibawah suhu eutektoid karena struktur (kps) tidak stabil sehingga berubah menjadi strutur kpr secara serentak. • Pada reaksi ini tidak terjadi difusi akan tetapi suatu pergeseran.
TEMPERING • Tempering adalah pemanasan kembali baja yang telah dikeraskan untuk menghilangkan tegangan dalam dan mengurangi kekerasan • Prosesnya: Memanaskan kembali benda kerja berkisar pada 150 - 650C dan didinginkan secara pelan-pelan tergantung dari sifat-sifat akhir baja yang diinginkan
Macam Tempering a. Tempering pada suhu rendah ( 150 - 300C ) Tujuan: hanya untuk mengurangi tegangan-tegangan kerut dan kerapuhan dari baja Penggunaan: alat-alat kerja yang tak mengalami beban berat , seperti alat-alat potong, mata bor yang dipakai untuk kaca dan lainnya b. Tempering pada suhu menengah ( 300 - 500C ). Tujuan: menambah keuletan dan sedikit mengurangi kekerasannya. Penggunaan: pada alat-alat kerja yang mengalami bebanberat seperti: palu, pahat, pegas-pegas
c. Tempering pada suhu tinggi (500 - 600C) Tujuan: untuk memeberikan daya keuletan yang besar dan sekaligus kekerasannya menjadi agak rendah. Penggunaan: pembuatan roda-gigi, poros, batang penggerak dan lainnya