Download
1 / 65
820 likes | 1.47k Views
Importance of Flushing Lubrication Systems. Your mother was right: for Proper Lubrication “Cleanliness IS Next to Godliness”. Lubricant Contaminants.

E N D
Importance of Flushing Lubrication Systems Your mother was right: for Proper Lubrication “Cleanliness IS Next to Godliness”
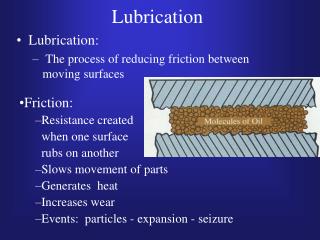
Lubricant Contaminants Strictly speaking, Contamination is ANYTHING found in the lubricant that is NOT: • pure base fluid • specified additives, or • specified thickener (in the case of grease)
Types of Lubricant Contaminants • Solids • From Outside the System – Sand, Dirt, etc. • From Inside the System – Wear Metals • Water • Entrained Air or Process Gases • Combustion By-products • Glycol (antifreeze) • Fuel
Lubricant Degradation Deposits Lubricant Degradation is caused by environmental or operating conditions and the consequences of contamination: • Extreme temperatures • Too High – thermal cracking of the base fluids and additives • Too Low – temperature not sufficient to evaporate condensation • Ultraviolet light, Oxidation, Electrolysis or simply Aging can change the properties of a lubricant • Proper storage of the lubricant is important
Increasing Temperature Effect Lubricant Degradation Deposits The typical degradation deposits are: • Hard Carbon Deposits • Varnish • Gums • Sludge
Particles Are the Most Damaging Contaminants
Particulates as Small as 2 Microns Can Cause Severe Wear 80 microns Diameter of Human Hair Spectrographic Oil Analysis Measures Particles Up To 5 microns Hydrodynamic Oil Films Are 2 to 15 microns Thick You can fit 255 five micron particles on the cross section of a human hair
Fatigue Chunk From Gear Spherical Particles from Anti-friction Bearing Normal Rubbing Wear Severe Sliding Wear Particles Particles Cause Abrasion, Erosion &Contact Fatigue to Metal Surfaces
Dirt & Abrasives These particles are from dirt and airborne contaminants found in a Rotary Screw Compressor. Also ferrous oxides and red oxides from rust & compressed gas. Particles are extremely abrasive.
Particles Cause Additive “Scrubbing”or Depletion • Highly polar additives such as detergents, dispersants, anti-wear additives, & extreme pressure additives work by wetting and adsorbing onto the metal surface • Metallic contamination particles provide another surface for adsorption of these additives These Particles + Additives Will Drop-out Or Stay in Oil Filter Media
Metallic Particles Catalyze Oxidation of the Lubricant • Oxidation is accelerated by the presence of metals and water • Metals provide an alternate and favorable pathway for the oxidation reaction • Fine metallic wear metals are ideal due to their large effective surface area (the testing on the next page was done with a strip of metal NOT fine particles)
Metallic Particle Contamination Catalyze Oxidation of the Lubricant Effect of Metal Catalysts and Water on Oil Oxidation
ISO Cleanliness • In order to correct problems, a contamination reference scale is used • Particle Counting is the most common method to determine cleanliness level standards • We use an optical-laser scanner • The ISO 4406 (International Standards Organization) cleanliness level standard is widely used in most industries today
Particles ≥ 2 microns Particles ≥ 5 microns Particles ≥ 15 microns ISO Cleanliness CodesWhat Are They? ISO Code 18/16/13 Particles ≥ 15 microns contribute greatly to catastrophic component failure
ISO Cleanliness Codes ofTypical New Unused Hydraulic Fluid ISO Code 20/18/15 5,000 to 10,000 Particles ≥ 2 microns 1,300 to 2,500 Particles ≥ 5 microns 160 to 320 Particles ≥ 15 microns
ISO Code 15/13/9 160 to 320 Particles ≥ 2 microns 40 to 80 Particles ≥ 5 microns 2.5 to 5 Particles ≥ 15 microns ISO Cleanliness Codes for Hydrotex Filtered Hydraulic Fluids
Water Contamination • Emulsifies Base Oils(especially ester base and mineral oils), increases viscosities and promotes SLUDGE • Hydrolyzes Additiveswhich may changetheir properties or make them ineffective (particularly sulfur or phosphorus extreme pressure & anti-wear additives) • Additives Drop-Out of the oil through precipitation (sodium and magnesium detergents)
Water Contamination • Promotes oxidation • Catalyzes RUST or other corrosion • Leads to vapor cavitation Note: In food processing facilities where equipment washing is a daily procedure, water contamination causes more problems than particles
Water-Related Bearing Damage • As little as one percent water in oil can reduce the life expectancy of a journal bearing by as much as 90 percent. • For rolling element bearings, the situation is even worse. Not only will water destroy the oil film strength, but both free and emulsified water under the extreme temperatures and pressures generated in the load zone of a rolling element bearing can result in instantaneous flash-vaporization causing erosive wear
Keeping Moisture Out Breather, Filter, Desiccant Combos for Reservoir Tank Vent or Large Gear Box Vent
Where do these Contaminates come from?? Sources of Lubricant Contamination
Built-In Contamination Fabrication & Assembly • Weld spatter • Sand blasting materials • Excessive gasket sealant • Environmental exposure – airborne dirt and dust • Cleaning rag fibers, etc Unless a rigorous program of cleanliness of parts and finished systems is in place, the new machine will likely experience a lot of start-up wear and damage EVEN NEW SYSTEMS NEED TO BE FLUSHED!
Contaminated New Oil New Oil is often not as clean as you might think, usually becoming contaminated during transportation, storage, and handling Poor handling practices – Dirty fill pump Poor storage practices – Loose bung (drum cap)
Ingested Contamination The Environment provides many contaminants - Faulty Seals allows entry of dirt, dust, lint, etc. • Condensation, humidity & equipment washing allows the entry of Water • Environmental gases, acids, alkalines, and process chemicals enter the lubricant Air filtration, desiccant breathers, appropriately designed seals and seal materials are all important to reducing ingested contaminates
Internally Generated Contamination Friction, Wear & Oxidation By-products • Wear metals • Oxidation of the lubricant itself leads to • Sludge • Varnish • Gums • Thermal cracking of base oil and decomposition of additive package • Hard carbon deposits
Internally Generated Contamination Generated Particles
Synthetic Lubricated Machines Are Cleaner But Even They Need Flushing 15,000 Mile Oil Change Interval Synthetic Mineral Oil
Synthetic Lubricated Machines Are Cleaner But Even They Need Flushing Synthetic Mineral Oil 15,000 Mile Oil Change Interval
Synthetic Lubricated Machines Are Cleaner But Even They Need Flushing Synthetic 15,000 Mile Oil Change Interval Mineral Oil
If You Have Not Already Cleaned the Inside of the Machine – Consider It Contaminated
Essentialube Treat Rate General Rule: 2 Fluid Ounces per Quart • Engines: 5% TO 10% • Up to 50% for Quick deglazing of cylinder liners and reseating piston rings – operate engine at NO load • Transmissions: 5% • Gear Boxes: 5% to 10% • Hydraulic Systems: 5% to 10% • Air Compressors: 5% to 10%
Properties to Consider When Recommending Essentialube for Flushing • Flash Point 93º F – Flammable • Contains Powerful Solvents that will evaporate at elevated temperatures in Open Systems • Take precautions to keep away from sources of ignition
Properties to Consider When Recommending Essentialube for Flushing Essentialube has a very distinct smell • The odor of Essentialube must be considered before using it to flush air compressors • If the air compressor exhausts into work spaces or the air is critical to the process, Essentialube should Not be used for flushing
Properties to Consider Essentialube (with aViscosity of 7 cSt @ 40º C) will thin down the lubricant during Flushing
Gear/Hydraulic System Flush (SKU 0079) Also Recommended for Air Compressors Treatment Rate 20% up to 100% • Flash Point 325º F • Safer Flushing Agent in High Temperature Systems • Contains Base Fluid with Good Solvent Properties & Dispersants • Viscosity – 68 cSt @ 40º C
Contamination Affects Hydraulic Systems In Many Ways • Corrosion of hydraulic systems from acids that form due to fluid breakdown and mixing of incompatible fluids in the system • System wear increases internal leakage which lowers the efficiency of pumps, motors, and cylinders • It decreases the ability of valves to control flow and pressure accurately • It also wastes horsepower and generates excess heat
Contamination Affects Hydraulic Systems In Many Ways • Sticking of parts due to sludge or silting • Silting is a collection of fine particles in critical areas, which will impair proper system operation • Seizure of parts or components caused by large amounts of contaminants getting stuck in the clearances
Hydraulic Pump Failures Scoring of Piston Pump Shoe caused by particle contamination in fluid Dennison Piston Pump Shoe
Gear Box DebrisCheck Magnetic Drain Plugs Magnetic Plug from 793 Haul Truck Left Rear Final Drive4,412 operating hours on final drive48,048 operating hours on truckISO 21/20/18 One of Many Flakes Discovered in Left Rear Final Drive5/32" Long, 1/4" High
Air Compressors Contaminated lubricants damage more air-ends prematurely than any other cause • By their nature air compressors ingest airborne contaminants every minute they are operating • While inlet filters help slow the process, they usually only catch particles over 20 to 30 microns, allowing anything smaller to pass by • If the filters plug, dirty air can suck past the inlet filter gaskets pulling larger debris inside
Below are photos that show two different Screw Air Compressors with damage caused by debris in the lubricant
Heat Transfer System Flush (SKU 0281) • Specially designed to remove extremely hard carbon build-up deposits inside heat transfer systems • Plywood, particle board and OSB presses • Plastic molding machines • Glue application machines • Asphalt plants