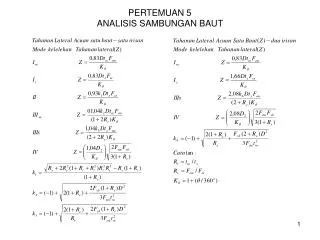
Download
1 / 29
300 likes | 803 Views
Sambungan Lipatan Ganda. Sambungan lipatan ganda pada kaleng umunya dibentuk dalam operasi inilah sebanya sambungan lipatan kaleng diberi nama dengan sambungan lipatan ganda.

E N D
Sambungan Lipatan Ganda • Sambungan lipatan ganda pada kaleng umunya dibentuk dalam operasi inilah sebanya sambungan lipatan kaleng diberi nama dengan sambungan lipatan ganda. • Pada setiap tahapan mempunyai bentuk dasar papan, suatu chuck penutup, dan biasanya paling tidak adalah operasi roll pertama dan terakhir adalah operasi roll kedua.
Suatu mesin penutup menggunakan bentuk batang dari pada roll mengerjakan operasi sambungan lipatan pertama dengan roll kedua untuk mengerjakan operasi sambungan lipatan kedua.
Plat dasar seperti disajikan pada me-nyangga badan kaleng oleh Lempeng dasar karena badan kaleng ditekan oleh chuck penutup menahan tutup di tempat pada badan kaleng. • Pada operasi pertama dalam sambungan lipatan kaleng, lekukan pada ujungnya saling mengunci (melipat, mengeling, ber-ikatan) dengan lengkungan (flange ) pada badan kaleng.
Sebenarnya keadaan saling mengunci di-bentuk oleh roll yang berlawanan yang ditunjukkan pada Gambar 9. Gambar 9. Menunjukkan profil yang khas pada operasi roll pertama.
Untuk membentuk lengkungan pada penutupan kaleng sesuai SOP penutupan kaleng dilakukan dua tahap pembentukan lengkungan I & II Gambar 9 Bentuk alat pencetak pada Fist Roll
Bila operasi sambungan lipatan yang pertama telah lengkap, operasi roll pertama adalah menarik kembali dan tidak lagi kontak tutup kaleng. Yang utamanya membuat lengkungan pada operasi roll kedua yang disajikan pada Gambar 9. kemudian • bergerak ke dalam kontak dengan ujung logam, lembut, dan kemudian menekan bahan dalam sambungan lipatan .
Operasi roll kedua mempunyai profil berbeda dengan operasi pada rool pertama. Kekhasan dari operasi roll kedua disajikan pada Gambar 10. • Kerapatan atau kekompakan pada hasil akhir dari sambungan lipatan tahap kedua merupakan funsi dari pengaturan operasi roll pada tahap kedua sambungan lipatan ganda, terwujut pada kondisi frofilnya.
Pembentukan pencetakan pada lengkungan ke II perhatikan pada Gambar 10. berikut.
Hal tersebut merupakan hal yang sebaik-baiknya amat penting bahwa pada operasi sambungan lipatan pertama menjadi sempurna dibentuk. • Oleh karena tidak ada kompensasi untuk mengganti kegagalannya, atau tindakan yang benar, kekeliruan atau kurang tepatnya operasi sambungan lipatan pertama selama peneutupan selanjutnya.
Hasil Putaran Roll Pada Lipatan I • Mempunyai lipatan badan yang sejajar dengan lipatan tutup, ujung pada lengkungan pada badan kaleng (lipatan badan) melipat dengan baik pada radius lipatan tutup, dan ujung belokan pada tutup kaleng menutupnya, jika tidak nyata bersentuhan pada dinding badan kaleng.
Gambar 47 - 82. dalam “ Pengaturan Sambungan lipatan Ganda” diilustrasikan berbagai macam potongan melintang satu kaleng yang diperoleh dengan cara mengaturnya , atau dalam suatu kasus kesalahan dalam pengaturan, pada operasi sambungan lipatan pertama.
Pada operasi pertama dalam sambungan lipatan kaleng sebaiknya tidak terlalu longgar ataupun terlalu merapat; salah satu atau kedunya timbul cacat akan mengurangi mutu sambungan lipatan akhir. Gambar Hasil Roll I, Longgar dan Ketat
Operasi sambungan lipatan pertama biasanya akan dikerjakan dengan baik jika • Mengikuti petunjuk berikut: • Ketinggian pin gaus yang benar yang merupakan jarak antara bibir pada chuck dan permukaan atas pada plat dasar. • Tekanan plat dasar yang benar. • Kelurusan roll penutup ke seaming chuck. • Kerapatan yang tepat pada operasi roll yang pertama.
Hasil Penutupan Kaleng Secara Normal, dan terlalu ketat dan roll keII longgar
Operasi Roll ke II • Pada operasi kedua roll tersebut sebetulnya adalah mudah dalam pengaturannya, baik untuk dikeraskan ataupun dikendorkan yang pada akhirnya akan mempengaruhi atau menetukan pada hasil akhir sambungan lipatan ganda.
Jika profil roll betul ataupun tidak diindahkan misalnya pada keadaan roll tidak normal atau roll usang dan melampaui batas ketentuan, makan akan menghasilkan penutupan kaleng dengan struktur dan kemampatan tidak akan didapatkannya dengan baik sesuai dengan standar yang diharapkan.
Selama kedua operasi sambungan lipatan tekanan pada tutup yang diusahakan, badan kaleng , dan komponen bahan pengisi pendistribusiannya tidak merata pada bagian di pundak-bagian rata dan lengkungan pada bagian tutup kaleng selama ini terjadi, maka hasil penutupan kaleng akan didapatkan hasil yang tidak sempurna.
Selama sambungan lipatan ganda komponen pengisi seharusnya secara lengkap mengisi dalam sambungan lipatan ganda. • Tekanan pada sambungan lipatan dan hasilnya meningkat dalam suhu bahan metalnya dalam penutupan mungkin menyebabkan komponenen bahan pengisi bergerak dan mengisi ruang yang kosong dalam sambungan lipatan oleh karena itu komponen tersebut akan menutup bagian yang bocor pada lipatan kaleng.
Komponen pengisi dan secara mekanik menutup badan kaleng dan tutup kaleng bekerjasama menyebabkan sambungan lipatan ganda sebagai sambungan lipatan yang hermitis. • Kedua-duanya akan isi-mengisi baik komponen ataupun badan kaleng dan tutup kaleng dengan sendirinya mampu menutup kaleng dengan baik.
Komponen penutup yang benar harus diletakkan pada daerah yang tepat di tutup kaleng pada lapisan tipis yang benar berat atau volumenya akan menjadi lebih efektif. Sambungan lipatan ganda harus terbentuk dengan benar.
Komponen, tidakmelawan lentingnya dan adanya kemampuan pengisian pada celah ruang yang kosong didaerah sambungan lipatan ganda, tidak menganti kerugian untuk sambungan lipatan yang salah. • Pembentukan sambungan lipatan yang baik tidak dapat mengganti pada komponen yang tidak tepat, atau ketidak tepatan jumlah dari komponen yang digunakan.
Perancangan Tutup Kaleng • Badan dan tutup kaleng dirancang dan bahannya sangatlah luas tergantung pada kehendak penggunaanya. • Kaleng-kaleng dan tutupnya dirancang untuk digunakan dalam penggunaannya dalam kondisi bertekanan berbeda dalam perancangan dari yang digunakan untuk pengemas dalam suasana basah dan suasana kering.
Ahli tehnik perancangan badan dan tutup kaleng pada suasana pengemas spesifik dan kondisi prosesing, dan hal tersebut merupakan wilayah yang menakjubkan pada keahliannya.
Tutup Kaleng • Tutup kaleng dapat dibuat dari alumunium, kaleng atau bahan yang bebas baja dengan mudah atau sulit membukanya menandai atau dengan melihat melalui celah yang disisipkan. • Badan kaleng dapat dibuat dari kaleng, bahan non baja, alumunium, lembaran berseratatau plastik.
Dalam penggabungannya dengan tutup ke badan kaleng, alat penutup ganda biasanya digunakan, tidak memperdulikan dari bahan apa yang dibuatnya. • Keseluruhan bagian yang digunakan harus dirancang dan dibuat pabrik yang penggabungannya dilakukan bersama untuk menghasilkan secara komersial dan dapat diterima, dengan bentuk yang tepat, hermetis dalam sambungan lipatan ganda.
Tes Ke Hermitisan • Test akhir hermitis yang bagus dalam sambungan lipatan ganda adalah: apakah pengepak akan mengizinkan bakteri, atau kebocoran selama pengepakan secara komersial dan prosesing, dan berikut penanganan dan penyimpanannya.
Sebelum test akhir dikerjakan, ada beberapa pengontrolan dikerjakan terhadap pengawasan mutu kaleng yang seharusnya dibuat untuk menentukan keseluruhan mutu wadah dan bagian-bagiannya. • Suatu program pengawasan mutu yang baik merupakan pertanggungan jawab amat bagus bila dikerjakan dengan benar dan tepat.
Hal tersebut merupakan suatu rekomendasi pada setiap langkah dalam proses pembuatan kaleng dan tutupnya, asembling kaleng, sambungan lipatan ganda, prosesing, pendinginan dan pengepakan untuk menjamin mutu akhir kaleng dan untuk identitas pada awal tahapan suatu problema yang mungkin berkembang.
Tiga tahapan berikutnya akan mencakup beberapa pase pengawasan mutu pada sambungan lipatan ganda.