Innovative Gas Separation Technology: A Comparison of Membrane and Amine Processes
This presentation by Andrea Tran and Conner Cruson explores a novel gas separation technology designed to replace traditional amine processes. It outlines the conventional methods used in gas processing, including field operations, gas treating, and dehydration, while detailing the advantages and disadvantages of both amine and membrane technologies. The new method promises reduced operational costs, improved energy efficiency, and decreased greenhouse gas emissions. It aims to achieve high recovery rates of hydrocarbons while presenting economic comparisons and process efficiencies.

Innovative Gas Separation Technology: A Comparison of Membrane and Amine Processes
E N D
Presentation Transcript
New Gas Separation Process Presented by Andrea Tran & Conner Cruson
Outline Conventional processing Membrane technology Amine vs. Membrane Introduction of the new technology Advantages/Disadvantages of new process
Overview of Gas plant processing • Field operations/Inlet receiving • Inlet compression • Gas treating • Dehydration • Hydrocarbon recovery • Outlet compression
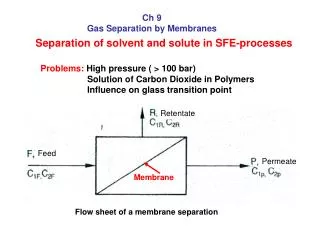
Amine sweetening unit SWEETGAS ACID GAS SOUR GAS RECYCLE AMINE
Amine unit Advantages • High capacity processing unit • High reactivity of gas and amine efficient removal of acid gases • High recovery of hydrocarbon gases Disadvantages • High energy consumption • Loss of solvent during processing
Membrane technology • Driving force: • Partial pressure • Gas permeability (determined by membrane material) PERMEABILITY OF GASES
Membrane technology • To increase the recovery of methane, a multistage membrane unit is desired:
Membrane • Low capital investment • Ease of operation • No chemicals needed • Advantages • Disadvantages • Requirement of feed gas pretreatment • Gas compression • Generally higher loss of hydrocarbon gases • Low capacity
Objective Replace the amine treatment Reduce the overall cost of gas processing Reduce green house gas emissions
Process design • Technical information cannot be disclosed at this time due to IP protection issue. • Only results and economics will be compared.
Design 1_CO2 removal 58150 lb-mole/hr 97% C1 0.8% C2 0.1% C3 0.02% iC4 2% CO2 58067 lb-mole/hr 97.2% C1 0.8% C2 0.1% C3 0.01 % iC4 1.9% CO2 CLEAN GAS: FEED GAS: 63,030 lb-mole/hr 89.7% C1 0.7% C2 0.1% C3 0.02% iC4 9.4% CO2 63,030 lb-mole/hr 89.7% C1 0.7% C2 0.1% C3 0.02% iC4 9.4% CO2 Amine treatment unit New technology ACID GAS: 4880 lb-mole/hr 2.6% C1 0.04% C2 0% C3 0.06% iC4 97.2% CO2 4964 lb-mole/hr 2.4% C1 0.1% C2 0.5% C3 0.24% iC4 96.8% CO2 CLEAN GAS: FEED GAS: ACID GAS:
CO2 removal result Conventional method (Amine unit) New technology
Cost comparison Williams Milagro plant capacity: 576 MMCF/ day Conventional method (Amine unit) New technology *Operating costs are per year **Annualized costs based on lifetime of 15 years
55263 lb-mole/hr 96.8% C1 0.9% C2 0.2% C3 0.0% H2S 2% CO2 63,030 lb-mole/hr 85% C1 0.8% C2 0.2% C3 5% H2S 9% CO2 Design 2 _CO2/H2S removal 7676 lb-mole/hr 0.11% C1 0.0% C2 0.0% C3 39.8% H2S 60% CO2 Amine treatment unit 54500 lb-mole/hr 97.7% C1 0.9% C2 0.2% C3 0.04 % H2S 1.1% CO2 CLEAN GAS: FEED GAS: 63,030 lb-mole/hr 85% C1 0.8% C2 0.2% C3 5% H2S 9% CO2 New technology ACID GAS: CLEAN GAS: FEED GAS: 8530 lb-mole/hr 3.9% C1 0.1% C2 0.1% C3 36.7% H2S 59.3% CO2 ACID GAS:
CO2/H2S removal result Conventional method (Amine unit) New technology
Cost comparison Williams Milagro plant capacity: 576 MMCF/ day Conventional method (Amine unit) New technology *Operating costs are per year **Annualized costs based on lifetime of 15 years
New Technology Advantages Disadvantages • Loss of some ethane, propane and iso-butane Low operation cost Energy efficient process Reduction of green house gas emissions Recyclable solvent No chemicals required
Conclusion • The new process design significantly reduces the energy consumption. • The new process conditioning efficiency is comparable to the amine process, some loss of propane and butane. • The new process is environmentally friendly.