Download
1 / 60
620 likes | 999 Views
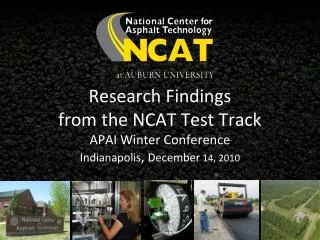
TRB 85 TH ANNUAL MEETING WORKSHOP PRACTICAL APPROACHES TO DESIGN OF HOTMIX ASPHALT. ANALYSIS OF OKLAHOMA MIX DESIGNS FOR THE NCAT TEST TRACK USING THE BAILEY METHOD. DANNY GIERHART, P.E. ODOT BITUMINOUS ENGINEER. PRESENTATION TOPICS. BAILEY METHOD OVERVIEW.

E N D
TRB 85TH ANNUAL MEETING WORKSHOP PRACTICAL APPROACHES TO DESIGN OF HOTMIX ASPHALT ANALYSIS OF OKLAHOMA MIX DESIGNS FOR THE NCAT TEST TRACK USING THE BAILEY METHOD DANNY GIERHART, P.E. ODOT BITUMINOUS ENGINEER
PRESENTATION TOPICS • BAILEY METHOD OVERVIEW • CASE STUDY – ODOT’s NCAT TEST TRACK MIX DESIGNS • ODOT OPINION OF THE METHOD AT THIS POINT
THE BAILEY METHOD ACHIEVING VOLUMETRICS AND HMA COMPACTABILITY
TRANSPORTATION RESEARCH CIRCULAR Number E-C044 Bailey Method for Gradation Selection in Hot-Mix Asphalt Mixture Design Vavrick, Huber, Pine, Carpenter, Bailey October 2002
How Can the Bailey Method Help? • In Developing New Blends: • Field Compactibility • Segregation Susceptibility • In Evaluating Existing Blends: • What’s worked and what hasn’t? • More clearly define ranges referenced in the method • In Estimating VMA/Void changes between: • Design trials • QC samples • Potentially Saves Time and Reduces Risk!
Originally developed in the 1980’s by Robert D. Bailey, a civil engineer now retired from Illinois DOT The method focuses on how aggregate particles fit together
Aggregate PackingWhat Influences the Results? • GRADATION - continuously-graded, gap-graded, etc. • SHAPE - flat & elongated, cubical, round • SURFACE TEXTURE - smooth, rough • STRENGTH - resistance to breaking, abrasion, etc. • TYPE & AMOUNT OF COMPACTIVE EFFORT - static pressure, impact, or shearing
Illustration of the Four Principles – Predominantly Coarse Aggregate Mix 100 2 90 80 70 1 60 % Passing 50 40 30 20 4 3 10 Fine Coarse 0 Sieve Size (mm) Raised to 0.45 Power
PRINCIPLE # 1– CATEGORIZE MIX AS PREDOMINANTLY “COARSE” OR “FINE” Coarse particles create voids Fine particles fill voids Designation of coarse and fine particles is based on the Nominal Maximum Particle Size (NMPS).
Diameter = NMPS Average Void Size = 0.22 x NMPS Primary Control Sieve ≈ 0.22 x NMPS
Primary Control Sieve PCS determines the break between Coarse and Fine in the combined blend and if a given aggregate is a CA or FA
ChosenUnit Weight - CA(s) < LUW LUW RUW Fine-Graded Coarse-Graded SMA < 90% 95-105% 110-125%
Coarse-Graded Mix • Some particle-to-particle contact of CA • Coarse andFine fractions carry load • Reduced FA strength acceptable
Fine-Graded Mix • Little toNo particle-to-particle contact of CA • Fine fraction carries most of the load • Increased amount of FA support needed
PCS Combined Blend Gradation – Predominantly Fine Aggregate Mix 100 90 New NMPS PCS 1 80 70 60 2 New PCS = 0.22 x PCS % Passing 50 40 3 30 4 20 10 Fine Coarse 0 Sieve Size (mm) Raised to 0.45 Power
PRINCIPLE # 2– ANALYSIS OF THE COARSE FRACTION OF THE BLEND The coarse fraction is the portion retained above the Primary Control Sieve (PCS) Smaller particles in the coarse fraction are still too large to fit into the voids created by the larger particles
% Half sieve - % PCS 100% - % Half sieve PRINCIPLE # 2 is evaluated using the Coarse Aggregate Ratio • “Half” sieve= “half” of NMPS • CARatio= Where: % Half sieve = % passing the Half sieve % PCS = % passing the PCS • Adjusting CA Ratio • Alter volume blend of CA’s • Change CA source/gradation NMPS “pluggers” “Half” Sieve “interceptors” PCS
“interceptor” particles increase voids because they are large enough to prevent “plugger” particles both from packing together and from packing the fine fraction
CA Ratio Effects Portion evaluated as new coarse fraction is smaller – less sensitive to changes Portion evaluated as coarse fraction is larger – more sensitive to changes Low New CA Ratio – Lower VMA & air voids Low CA Ratio – Lower VMA & air voids Coarse particles “floating” in fine particles – New CA Ratio does not relate to segregation, Old still does Low CA Ratio – too many “pluggers”, mix prone to segregation High New CA Ratio – too many “interceptors,” mix can be difficult to compact High CA Ratio – too many “interceptors,” mix can be difficult to compact
PRINCIPLE # 3 – ANALYSIS OF THE FINE FRACTION OF THE BLEND (COARSE PORTION) The fine fraction is the portion passing the Primary Control Sieve (PCS) The coarser fine particles also create voids which finer particles fill
% SCS % PCS PRINCIPLE #3 is evaluated using theFAcratio PCS • Secondary Control Sieve (SCS) • View fine fraction as a “blend” • New coarse and fine break • SCS = 0.22 x PCS • PCSgenerally serves as the maximum and NMPS of overall fine fraction • FAcRatio= Fine Fraction SCS
FAc Ratio Effects FINE IN CONTROL COARSE IN CONTROL 0.05 increase in New FAc Ratio up to 0.50 results in an approximate 1% decrease in VMA and Air Voids 0.05 increase in FAc Ratio up to 0.55 results in an approximate 1% decrease in VMA and Air Voids Once New FAc Ratio increases beyond 0.50 VMA begins to increase Once FAc Ratio increases beyond 0.55 VMA begins to increase As New FAc Ratio increases toward 0.50, compactability of fine fraction increases As FAc Ratio increases toward 0.50, compactability of fine fraction increases
PRINCIPLE # 4 – ANALYSIS OF THE FINE FRACTION OF THE BLEND (FINE PORTION) Now looking at the finer portion of the fine fraction passing the Secondary Control Sieve (SCS) Again, the larger fine particles of this portion also create voids which the finest particles fill
% TCS % SCS PRINCIPLE #4 is evaluated using theFAfratio PCS • Tertiary Control Sieve (TCS) • View fine part of fine fraction as a “blend” • New coarse and fine break • TCS = 0.22 x SCS • SCSgenerally serves as the maximum and NMPS of fine part of fine fraction • FAfRatio= Fine Fraction TCS SCS
FAf Ratio Effects FINE IN CONTROL COARSE IN CONTROL As New FAf Ratio increases toward 0.50, VMA begins to decrease As FAf Ratio increases toward 0.55, VMA begins to decrease Once New FAf Ratio increases beyond 0.50 VMA begins to increase Once FAf Ratio increases beyond 0.55 VMA begins to increase
Combined Blend EvaluationCoarse-Graded Mixes • CACUWincrease = VMAincrease • 4% change in PCS1% change in VMA or Voids • CARatioincrease = VMAincrease • 0.20 change 1% change in VMA or Voids • FAcRatioincrease = VMAdecrease • 0.05 change 1% change in VMA or Voids • FAfRatioincrease = VMAdecrease • 0.05 change 1% change in VMA or Voids Has the most influence on VMA or Voids
Trial #1 PCS = 38.2% 100% CA LUW CA ratio = 0.693 FAc ratio = 0.492 FAf ratio = 0.394 AC = 4.6% Air Voids = 3.4% VMA = 12.6% Trial #2 PCS = 37.2% 102.5% CA LUW CA ratio = 0.725 FAc ratio = 0.444 FAf ratio = 0.412 AC = 4.6% Expected VMA? Expected Air Voids? Estimating VMA or VoidsCoarse-Graded Mix Example
PCS 37.2% - 38.2% = - 1.0% CA ratio 0.725 – 0.693 = + 0.032 FAc ratio 0.444 – 0.492 = - 0.048 FAfratio 0.412 – 0.394 = + 0.018 IncreasesVMA or Voids 1.0/4.0 = + 0.25% Increases VMA or Voids 0.032/0.2 = + .16% Increases VMA or Voids 0.048/0.05 = +.96% Decreases VMA or Voids 0.018/0.05 = - 0.36% Total Estimated Change: Plus~ 1.0% VMA Estimating VMA or VoidsTrial #2 vs. Trial #1
ODOT’S PERPETUAL PAVEMENT STRUCTURAL SECTIONS AT NCAT TEST TRACK PLAN VIEW SECTION 1 – 150’ SECTION 2 – 150’ 25’ TRANSITION 25’ TRANSITION 50’ TRANSITION
ODOT’S PERPETUAL PAVEMENT STRUCTURAL SECTIONS AT NCAT TEST TRACK PLAN VIEW SECTION 1 – 150’ SECTION 2 – 150’ 25’ TRANSITION 25’ TRANSITION 50’ TRANSITION PROFILE VIEW 2” SMA w/PG 76-28 3” SuperPave 19.0mm w/PG 76-28 3” SuperPave 19.0mm w/PG 64-22 2” RBL w/PG 64-22 3” SuperPave 19.0mm w/PG 64-22 3” RBL w/PG 64-22 *RBL = RICH BOTTOM LAYER
AGGREGATE SUMMARY Martin Marietta Hanson Dolese GMI Sand Aggregate Type River Sand Rhyolite Limestone Limestone Aggregate Shape Very Angular Angular Angular Rounded L.A. Abrasion 16.3 26.3 25.2 n/a Micro Deval 7.4 23.8 14.7 n/a Screenings P200 6.8 1.1 12.9 2.0
100 80 60 40 20 0 RBL MIX DESIGN INFORMATION
RBL MIX – EVALUATED AS A FINE-GRADED MIX For fine-graded mixes, the volume of the fine fraction exceeds the CA LUW voids. This value is less than 90% of CA LUW, and ensures that the fine aggregate is in control. CHOSEN UNIT WT. = 78.9% OLD CA RATIO – 0.875 NEW CA RATIO – 0.556 NEW FAc RATIO – 0.558 NEW FAf RATIO – N/A
RBL MIX – EVALUATED AS A FINE-GRADED MIX For coarse-graded mixes, the preferred range is 0.50 – 0.65. For this fine-graded mix, the high CA Ratio indicates a low susceptibility to segregation. CHOSEN UNIT WT. = 78.9% OLD CA RATIO – 0.875 NEW CA RATIO – 0.556 NEW FAc RATIO – 0.558 NEW FAf RATIO – N/A
RBL MIX – EVALUATED AS A FINE-GRADED MIX The preferred range is 0.60 – 1.00. The New CA Ratio is primarily controlled by the FAs rather than the CAs and its affect on the entire blend is therefore mitigated. CHOSEN UNIT WT. = 78.9% OLD CA RATIO – 0.875 NEW CA RATIO – 0.556 NEW FAc RATIO – 0.558 NEW FAf RATIO – N/A
RBL MIX – EVALUATED AS A FINE-GRADED MIX The preferred range is 0.35 – 0.50. The value of 0.558 indicates a high dust/binder ratio (1.4 for this design) and a high mortar stiffness. Higher values → lower VMA. CHOSEN UNIT WT. = 78.9% OLD CA RATIO – 0.875 NEW CA RATIO – 0.556 NEW FAc RATIO – 0.558 NEW FAf RATIO – N/A
RBL MIX – EVALUATED AS A FINE-GRADED MIX CHOSEN UNIT WT. = 78.9% The tertiary sieve for 12.5mm fine-graded mixes would fall below the 0.075mm, therefore the FAf Ratio cannot be calculated. OLD CA RATIO – 0.875 NEW CA RATIO – 0.556 NEW FAc RATIO – 0.558 NEW FAf RATIO – N/A
AIR VOIDS @ 6.0% BINDER – ACTUAL vs. ESTIMATED 9.0 RBL MIX 8.0 ACTUAL 7.0 EST. % AIR VOIDS 6.0 5.0 4.0 3.0 2.0 1.0 0.0 2 3 4 5 6 7 -1.0 TRIAL #
100 80 60 40 20 0 19.0mm SUPERPAVE MIX DESIGN INFORMATION
19.0mm MIX – EVALUATED AS FINE-GRADED This value is far less than 90% of CA LUW, and ensures that the fine aggregate is in control. However, such a low value indicates that the mix may be difficult to compact. CHOSEN UNIT WT. = 50.7% OLD CA RATIO – 0.358 NEW CA RATIO – 0.681 NEW FAc RATIO – 0.517 NEW FAf RATIO – 0.332
19.0mm MIX – EVALUATED AS FINE-GRADED Even though this is a fine-graded mix, the low CA Ratio means that in the CA there is a higher % of “pluggers” than “interceptors,” indicating a potential problem with segregation. CHOSEN UNIT WT. = 50.7% OLD CA RATIO – 0.358 NEW CA RATIO – 0.681 NEW FAc RATIO – 0.517 NEW FAf RATIO – 0.332
19.0mm MIX – EVALUATED AS FINE-GRADED The preferred range is 0.60 – 1.00. This mix falls within the preferred range, which means any compaction issues would likely not be attributed to this fraction. CHOSEN UNIT WT. = 50.7% OLD CA RATIO – 0.358 NEW CA RATIO – 0.681 NEW FAc RATIO – 0.517 NEW FAf RATIO – 0.332
19.0mm MIX – EVALUATED AS FINE-GRADED The preferred range is 0.35 – 0.50. The value of 0.517 might indicate a tenderness problem if the mix contained a high % sand. However, this mix contains only 10% natural sand. CHOSEN UNIT WT. = 50.7% OLD CA RATIO – 0.358 NEW CA RATIO – 0.681 NEW FAc RATIO – 0.517 NEW FAf RATIO – 0.332
19.0mm MIX – EVALUATED AS FINE-GRADED The preferred range is 0.35 – 0.50.However,the FA ratios are generally a problem only if both are high or both are low. CHOSEN UNIT WT. = 50.7% OLD CA RATIO – 0.358 NEW CA RATIO – 0.681 NEW FAc RATIO – 0.517 NEW FAf RATIO – 0.332
AIR VOIDS @ 4.3% BINDER – ACTUAL vs. ESTIMATED 19.0mm SUPERPAVE MIX 5.0 % AIR VOIDS 4.0 ACTUAL EST. 3.0 2.0 1.0 2 TRIAL #
100 80 60 40 20 0 SMA MIX DESIGN INFORMATION
SMA MIX This value barely falls within the preferred range of 110 - 125% of CA RUW. This indicates that the %CA, although acceptable, is on the low side for a SMA mix. CHOSEN UNIT WT. = 110.0% CA RATIO – 0.398 FAc RATIO – 0.720 FAf RATIO – 0.843