Download
1 / 26
320 likes | 483 Views
Formación de Viruta. Germán Sarmiento 200426041 Sebastián García 200323081 . Herramienta Elemental de Monocorte. La herramienta elemental simple de monocorte es utilizada en varias maquinas-herramientas tales como: Tornos Limadoras Cepilladotas Mortajadoras, etc.

E N D
Formación de Viruta Germán Sarmiento 200426041 Sebastián García 200323081
Herramienta Elemental de Monocorte • La herramienta elemental simple de monocorte es utilizada en varias maquinas-herramientas tales como: • Tornos • Limadoras • Cepilladotas • Mortajadoras, etc
La mayor parte de problemas de corte dependen de las características de la herramienta simple. Las herramientas de bicorte (broca helicoidal) y de multicorte (fresas), pueden ser entendidos como una extensión de las herramientas monocorte Se esta considerando a la Herramienta monocorte como una herramienta elemental simple, común a toda maquina-herramienta de arranque de viruta.
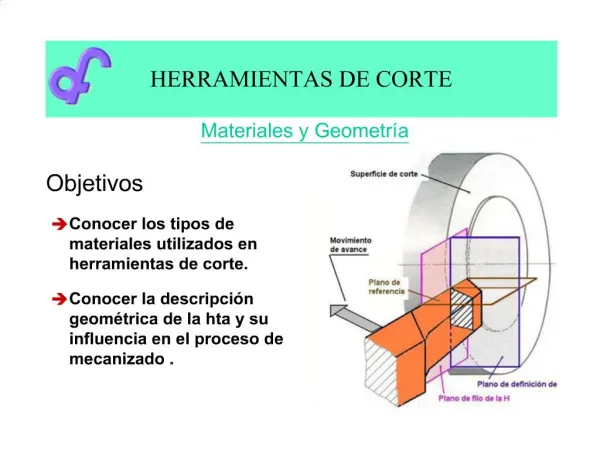
Características de la Herramienta Elemental • Esta principalmente conformada por dos caras planas que se cortan en una arista o filo de corte. • Las caras laterales no tienen relación directa con el corte, pero sirven para definir el tipo de herramienta.
La cara A es la cara de corte anterior o de desprendimiento. • Sobre esta se desliza la viruta deparada de la pieza. • La cara B es la cara dorsal o de incidencia • Esta siempre frente a la superficie mecanizada. • Ente las dos caras queda delimitado el ángulo β de aguzado (ángulo de sólido de útil o ángulo de corte.
La cara A con la normal forma el ángulo γ de despulla frontal o ángulo de desprendimiento • La cara B con la tangente a la superficie el ángulo α de despulla dorsal o incidencia. 5
Angulo γ de Desprendimiento • Este ángulo, influye notablemente en la formación de viruta. Ya que esta es producida por la acción combinada del filo de corte y la cara de desplazamiento. • La cara de desprendimiento es la que determina la deformación plástica del material provocando la separación de la viruta, en correspondencia con el filo de corte.
La deformación plástica se realiza mientras la viruta ya separada resbala sobre la cara de desprendimiento. Producida por un cizallamiento del material según un plano inclinado de θ con respecto a la superficie mecanizada. Este ángulo depende del material las condiciones de corte y el ángulo de desprendimiento. 5 Procesos de manufactura, Shey.John pg. 639
Consideraciones • Al momento de escoger el valor del ángulo hay que tener en cuenta el tipo de viruta que se genera. • Para materiales tenaces se genera viruta continua, gracias a su ductilidad. • Los materiales duros por su fragilidad no soportan la deformación plástica y se fracturan.
El comportamiento de la viruta es distinto según sea continua o fragmentada. • En el caso continuo la viruta resbala por la cara de desprendimiento generando calor a lo largo de la herramienta debido al trabajo de rozamiento entre la viruta y la herramienta de corte. • Este aumenta con las fuerzas de deformación y los coeficientes de rozamiento. • Para disminuir el trabajo de disminución de viruta y el calentamiento es necesario asegurar un ángulo de desprendimiento bastante grande (10-40º)
En materiales duros la viruta no soporta la deformación plástica y se fractura apenas la herramienta ejerce la acción de corte. • Para estos casos el ángulo de desprendimiento tiene que ser pequeño (0-10o), para evitar efectos de debilitamiento en la herramienta. • Existe también un tipo de viruta intermedia que se forma en materiales semiduros. • En esta se presenta una viruta continua con unos principios de ruptura o grietas.
Angulo de incidencia α • Este es el ángulo entre la cara de incidencia y el plano tangente a la superficie. • Tiene la función de evitar el roce entre el talón de la herramienta y el parte del material ya mecanizada. • Si este ángulo fuese nulo se presentaría rozamiento entre la herramienta y el material presentando un generación de calor excesiva.
Consideraciones • Apenas el material sale de la fuerza compresiva este tiende a dilatarse (recuperación elástica). • El ángulo debe ser real positivo (descartar problemas de montaje). • Después de garantizar que no hay fricción no es necesario aumentar el valor de α, para no disminuir el valor de β para no debilitar el filo de corte.
Ángulos de Corte para Herramientas Monocorte Valores comunes para: Ángulo de desprendimiento: 0-40º Ángulo de incidencia: 5º-12º El ángulo de incidencia en general no varía mucho, ya que solo debe garantizar que no haya roce con la nueva superficie y debe ser lo menor posible para maximizar β. En cambio el ángulo de desprendimiento si presenta mucha más variabilidad debido a la variedad de materiales (γdebe ser pequeño para materiales duros y grande para materiales dúctiles) puede ser incluso negativo.
2.2 Representaciones gráficas de herramientas simples monocortes Herramientas simples: tornos, limadoras, mortajadoras,etc. Base Mango o cuerpo perfil Parte activa
HAY NORMAS PARA CARACTERIZAR LAS HERRAMIENTAS 5 Representación normalizada de un buril por ASA (American Standard Association) Esta define los ángulos característicos ( de ataque, desprendimiento e incidencia)
REPRESENTACIÓN SEGÚN LA NORMA DIN (DEUTSCHE INDUSTRIE NORMALISIERUNG) 5 Cambian las vistas en las que se definen los ángulos (en este caso son perpendiculares a los bordes de ataque). Sin embargo el buril esta también completamente representado
UN CASO PARTICULAR: EL CORTE ORTOGONAL 5 Aquí, claramente: X=90º, λ=0º Se puede pasar de una norma a otra utilizando relaciones trigonométricas: tg(γy)=tg γ(cosx)-tgλ(senx) tg(γz)=tg γ(senx)+tg λ(cosx)
2.3 Características de los distintos tipo de virutas • ¿ Por qué es importante el estudio de la viruta? • El objetivo es producir viruta • Los modelos dependen del tipo de viruta generada, por ejemplo la viruta continua produce mucha más fricción con la herramienta que la discontinua • Da indicios sobre los esfuerzos generados • Se suspende el proceso y se usa microfotografías ( de la viruta y la superficie creada) o bien se estudia dinámicamente el proceso por medio de cámaras de alta velocidad entre otras)
a) Discontinua Tipos de viruta b) Segmentada parcialmente 1 1 Periódicamente se producen fracturas en el filo de corte y se propagan rápidamente Se produce a partir de materiales duros y poco dúctiles o con puntos de concentración de esfuerzos (ej: inclusiones de manganeso en acero) Los elementos parcialmente unidos entre si
c) Continua d) Onduladas o dentadas 1 2 - Inestabilidad de flujo plástico debida a vibraciones • Régimen estacionario • Materiales dúctiles, blandos
e) Continua con filo aportado(built-up edge) 3 3 • Hay continuidad • Se forma un “depósito” de material (viruta) sobre la superficie de corte • Cambia la dinámica del corte, el acabado superficial se desmejora • La velocidad de corte es un factor importante
2.3.2 Secciones de la viruta Sección teórica A=h*w Una mejor aproximación: A=h´*w Sección real: Se puede caracterizar con: Sección equivalente: Ae=he*we
BIBLIOGRAFÍA • 1 – Tomado de http://www.efunda.com/processes/machining/images/chip_formation/6_chip.gif • 2- Tomado de http://www.ucd.ie/mecheng/ams/assets/ams_splash/frame1_pic.jpg • 3- Tomado de http://www.mmsonline.com • 4- Tomado de http://www.mfg.mtu.edu/marc/primers/wastestream/chips/graphics/chip3.jpg • 5- Tomado de la referencia [1] • Páginas visitadas el 29 de enero de 2007 • [1] Mecanizado por Arranque de Viruta. Gian F. Micheletti. Editorial Blume, Primera Edición, 1980 • [2] Metal cutting principles Shaw, Milton Clayton. New York : Oxford University Press, c2005. • [3] Procesos de Manufactura. John A Schey. McGrawHill tercera edición.