PLASTIC DEFORMATION
1.03k likes | 2.11k Views
MATERIALS SCIENCE & ENGINEERING. Part of. A Learner’s Guide. AN INTRODUCTORY E-BOOK. Anandh Subramaniam & Kantesh Balani Materials Science and Engineering (MSE) Indian Institute of Technology, Kanpur- 208016 Email: anandh@iitk.ac.in, URL: home.iitk.ac.in/~anandh.

PLASTIC DEFORMATION
E N D
Presentation Transcript
MATERIALS SCIENCE & ENGINEERING Part of A Learner’s Guide AN INTRODUCTORY E-BOOK Anandh Subramaniam & Kantesh Balani Materials Science and Engineering (MSE) Indian Institute of Technology, Kanpur- 208016 Email:anandh@iitk.ac.in, URL:home.iitk.ac.in/~anandh http://home.iitk.ac.in/~anandh/E-book.htm PLASTIC DEFORMATION • Modes of Deformation • The Uniaxial Tension Test • Mechanisms underlying Plastic Deformation • Strengthening mechanisms Yield Criteria Mechanical Metallurgy George E Dieter McGraw-Hill Book Company, London (1988)
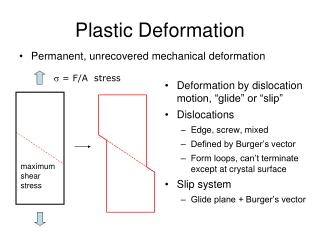
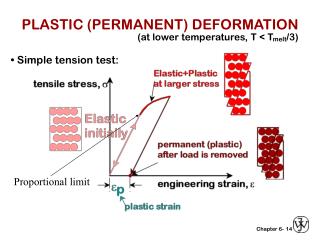
Let us start with some observations… Revise: the mechanisms by which materials fail • An Al rod when bent through a large angle does not come back to its original shape. • Steel is more difficult to deform as compared to Al. • A steel piece is easier to deform when heated (as compared to when it is cold). • ‘Chinese’ Clay when deformed does not regain its original shape. • ‘Silly putty’ deforms like Chinese clay when slowly deformed. However, when one bounces a ball of silly putty it bounces like a rubber ball. Important points to be kept in mind • There is no volume change during plastic deformation (by slip/twinning). • Shear stresses lead to plastic deformation in metallic materials Pure hydrostatic stresses cannot cause plastic deformation (metals). • Shear stresses can arise due to : (i) shear loading, (ii) geometry of loading, (iii) orientation of planes within the material. Crystals unlike glasses can have planes which are weak in shear or tension (which can lead to failure; these are like the “weakest link in the chain”). • Fracture strain is strongly influenced by hydrostatic stresses. • Plastic deformation by slip (motion of dislocations leaving the crystal/grain) involves shear stresses at the level of the slip plane (i.e. even if we apply tensile forces, certain planes may feel shear stresses, which can lead to slip). • Amorphous materials can deform by ‘flow’ (e.g. glass blowing of heated glass), etc. → these are not the focus of the current chapter. Click here to know more
Plastic deformation in the broadest sense means permanent deformation in the absence of external constraints (forces, displacements) (i.e. after the removal of external loads and constraints which caused the deformation). • Plastic deformation of crystalline materials takes place by mechanisms which are very different from that for amorphous materials (glasses). The current chapter will focus on plastic deformation of crystalline materials. Glasses deform by shear banding etc. below the glass transition temperature (Tg) and by ‘flow’ above Tg. • Though plasticity by slip is the most important mechanism of plastic deformation, there are other mechanisms as well. Many of these mechanisms may act in conjunction/parallel to give rise to the observed plastic deformation. Twinning is perhaps the second most important one. Phenomenological terms Plastic Deformation in Crystalline Materials Creep Mechanisms Slip(Dislocation motion) Twinning Phase Transformation Grain boundary sliding + Other Mechanisms Vacancy diffusion Grain rotation Dislocation climb Note: Plastic deformation in amorphous materials occur by other mechanisms including flow (~viscous fluid) and shear banding
Common types of deformation Review A body can be deformed using many modes: • Tension/Compression • Bending • Shear • Torsion It is important to note that these are macroscopically defined with respect to a body of given geometry (even in tensile loading inclined planes will be subjected to shear stress) Bending Deformed configuration Torsion / Twisting Moment Shear Tension Compression Note: modes of deformation in other contexts will be defined in the topic on plasticity
Peak ahead • In addition to the modes of deformation considered before the following modes can be defined w.r.t fracture. • Fracture can be cause by the propagation of a pre-existing crack (e.g. the notches shown in the figures below) or by the nucleation of a crack during deformation followed by its propagation. • In fracture the elastic energy stored in the material is used for the creation of new surfaces (when the crack nucleates/propagates). This is ‘opening’ mode Mode I ModesofDeformation This is ‘shearing’ mode Mode II Mode III This is ‘tearing’ mode
Path to understanding plasticity • The following aspects need to be understood to comprehend plasticity*: External process parameters (Temperature, strain rate, etc.) Macroscopic and Microscopic aspects of plasticity Continuum and Discrete views of plasticity Plasticity in single crystals Plasticity in polycrystals Plasticity in multiphase materials Plasticity in nanomaterials * Some of these aspects will be covered in the current chapter
The Uniaxial Tension Test (UTT) • One of the simplest test* which can performed to evaluate the mechanical properties of a material is the Uniaxial Tension Test. The force/load applied is uniaxial. • This is typically performed on a cylindrical specimen with a standard ‘gauge length’. (At constant temperature and strain rate). Other types of specimens are also used. Usually the specimen is polycrystalline. • The test involves pulling a material with increasing load (force) and noting the elongation (displacement) of the specimen. In practice the cross-head velocity is kept constant (i.e. displacement is controlled). • Data acquired from such a test can be plotted as: (i) load-stroke (raw data), (ii) engineering stress- engineering strain, (iii) true stress- true strain. (next slide). • It is convenient to use Engineering Stress (s) and Engineering Strain (e) as defined below as we can divide the load and change in length by constant quantities (A0 and L0). Subscripts ‘0’ refer to initial values and ‘i’ to instantaneous values. • But there are problems with the use of ‘s’ and ‘e’ (as outlined in the coming slides) and hence we define True Stress () and True Strain () (wherein we use instantaneous values of length and area). • Though this is simple test to conduct, a wealth of information about the mechanical behaviour of a material can be obtained (Modulus of elasticity, ductility etc.) However, it must be cautioned that this data should be used with caution under other states of stress. 0 → initial Subscript Note: quantities obtained by performing an Uniaxial Tension Test are valid only under uniaxial state of stress i → instantaneous * Though the hardness test is even simpler, the data is convoluted with various effects.
Load → → s → → e → Stroke → The Tensile Stress-Strain Curve • The results of a uniaxial tension test can be plotted as in the figures to the right. • It is important to note that we prefer stress-strain and not load-stroke as the axes. Tensile specimen Click here to know why we use stress and strain and not just load and elongation Possible axes Gauge Length → L0 Note that L0 is NOT the length of the specimen, but the gauge length Initial cross sectional area → A0 Important Note We shall assume cylindrical polycrystalline specimens (unless otherwise stated)
The experimental setup for the uniaxial tension test Grip Cross-head Sample Zoomed-in view N Zoomed-in view Sample after the formation of a neck Replot of the load-stroke curve as stress versus strain The grip should be such that the uniaxial loading is maintained (i.e. there is no shear/bending component to the loading)
Problem with engineering Stress (s) and Strain (e)!! Consider the following sequence of deformations: L0 1 e1→2 = 1 2 2L0 e1→3 = 0 [e1→2 + e2→3] = ½ e2→3 = ½ 3 L0 It is clear that from stage 1 → 3 there is no strain. But the decomposition of the process into 1 → 2 & 2 → 3 gives a net strain of ½. ► Clearly there is a problem with the use (definition) of Engineering strain (for large strains as in the example above). ►Hence, a quantity known as ‘True Strain’ is preferred (along with True Stress) as defined in the next slide.
True Stress () and Strain () • The definitions of true stress and true strain are based on instantaneous values of area (Ai) and length (Li) and not on the original measures (as for engineering stress and strain). • Ai→ instantaneous area Same sequence of deformations considered before: L0 1 1→2 = Ln(2) 2 2L0 1→3 = 0 [ 1→2 + 2→3] = 0 2→3 = Ln(2) 3 L0 With true strain things turn out the way they should! • True strains are additive, engineering strains are not.
Schematic s-e and - curves Schematics: not to scale • These are simplified schematics which are close to the curves obtained for some metallic materials like Al, Cu etc. (polycrystalline materials at room temperature). • Many materials (e.g. steel) may have curves which are qualitatively very different from these schematics. • Most ceramics are brittle with very little plastic deformation. • These diagrams are not to scale as the strain at yield is ~0.001 (eelastic ~10–3)[E is measured in GPa and y in MPa thus giving this small strains] the linear portion is practically vertical and stuck to the Y-axis (when efracture and eelastic are drawn to the same scale). Polycrystalline Specimen (e.g. Al) Note the increasing stress required for continued plastic deformation (the stress to cause continued plastic deformation is called flow stress) Linear elastic material (obeys Hook’s law) UTS- Ultimate Tensile Strength Subscripts: y- yield F, f- fracture u- uniform (for strain)/ultimate (for stress) Neck Points and regions of the curves are explained in the next slide * It is better to determine the Young’s modulus from sound propagation experiments, than from UTT experiments.
Sequence of events during the tension test • O unloaded specimen • OY Elastic Linear Region in the plot (macroscopic linear elastic region) • Y macroscopic yield point (there are many measures of yielding as discussed later)Occurs due to collective motion of many dislocations finally leaving the grain boundary or crystal surface.The stress at this point is called yield strength. [i.e. stress strength] • YF Elastic + Plastic regime If specimen is unloaded from any point in this region, it will unload parallel to OY and the elastic strain would be recovered. Actually, more strain will be recovered than unloading from Y (and hence in some sense in the region YF the sample is ‘more elastic’ than in the elastic region OY). In this region the material strain hardens flow stress increases with strain. This region can further be split into YN and NF as below. • YN Stable region with uniform deformation along the gauge length • N Plastic Instability in tension Onset of necking True condition of uniaxiality broken onset of triaxial state of stress (loading remains uniaxial but the state of stress in the cylindrical specimen is not). • NF most of the deformation is localized at the neck Specimen in a triaxial state of stress • F Fracture of specimen(many polycrystalline materials like Al show cup and cone fracture) Notes: • In the - plot there is no distinct point N and there is no drop in load (as instantaneous area has been taken into account in the definition of ) in the elastic + plastic regime (YF). • The stress is monotonically increasing in the region YF true indicator of strain hardening.
Information which can be obtained from a uniaxial tension test Young’s modulus*→ slope of the OY (elastic part of the curve). Yield stress (or proof stress)→ stress corresponding to point Y. Ultimate Tensile Stress (UTS) → point N (maximum) in s-e plot. Fracture stress→ stress corresponding to point F. Ductility→ measured as: (a) strain at fracture (in %), (b) % reduction in area. Resilience (area under the curve elastic portion- OY). Toughness (area under the curve total)→ has unit of Energy/volume [J/m3]. Strain hardening exponent (from - plot). Questions we can ask. • Why the straight portion in the plot? • Why the non-linear behaviour after the elastic region? • Why is there ‘hardening’ on plastic deformation? • Why fracture? • What about the state of stress during the test? • Why the difference between s-e and - curves? • What is the significance of the area under various portions? • How can we obtain parameters obtained from a UTT in other conditions? Toughness is the energy absorbed by the sample up to fracture
Funda Check In a uniaxial tension test (UTT) we apply tensile forces. Shear stresses are required for plastic deformation by slip. How did plastic deformation occur in the case of UTT? Also have a look here • In a UTT any inclined plane (i.e. except the vertical and horizontal planes) all planes feel shear. If a slip plane (within a grain) is oriented in such a way as to feel a shear stress in excess of the Peierls stress (or the PN stress or CRSS) then slip is initiated. Note how a weak plane in the material shears off due to applied tensile forces
Q & A What is meant by toughness? • Toughness is the energy absorbed by the material upto failure. This could be in a uniaxial tension test or in an impact test (which is done using a notched specimen Charpy or Izod specimens). • Toughness is combined parameter involving strength and ductility (i.e. a material with higher strength for a given ductility or higher ductility for a given strength has higher toughness). Q & A What are the simple tests we can perform on test specimens to evaluate their mechanical behaviour? • Uniaxial tension test. • Compression test. • Hardness test. • Bending test (3-point, 4-point bend tests). • Torsion test.
Why does the stress value drop after UTS in a “s-e” plot? • Why does this not happen in the “-” plot? Funda Check • After necking the load bearing area decreases, however in the computation of ‘s’ we divide by the original area A0 → leading to aapparentdrop in stress (or strength). The word apparent has been used as in reality the material continues to harden (get stronger and is capable of ‘bearing’ higher stress). • In the “-” plot we divide by the instantaneous area and hence the hardening effect with deformation is captured (even beyond the necking). • Hence, in the “-” plot the necking event cannot be ‘captured’. Funda Check • What is the difference between Stiffness and Young’s modulus? • Both relate to the elastic property of the material. • Stiffness is the structure/geometry (of sample) dependent property (e.g. we talk about the stiffness of a spring). A wire in the form of a spring give considerably more elongation (for the same load) as compared to it being in the form of a straight wire. • Young’s modulus is a geometry independent material property (e.g. Young’s modulus of polycrystalline Cu).
Result of an actual stress(s)-strain(e) plots Notes • The cross head velocity is in mm/min. • Steel has a higher yield stress and UTS. • It is not a good idea to calculate Young’s modulus (or the elongation in the elastic region) from the stress-strain plots. This is because the machine compliance is in series with the specimen compliance. Note again that it is not a good idea to calculate Young’s modulus for s-e plot Idealized Yield Point Phenomenon Engg. Stress Engg. strain Careful experimentation has to be done to capture the full details of the Yield Point Phenomena region (not done here!) Note the ‘serrated’ yielding (yield point phenomenon) • In materials like steel the Yield Point Phenomenon is observed. This occurs due to ‘locking’ of dislocations by carbon atoms (more about this elsewhere). • This phenomenon is also observed in other materials (like LiF crystals), wherein there is a paucity of mobile dislocations.
Comparison between “Engineering” and “True” quantities: • In engineering stress since we are dividing by a constant number A0, the original area (while there is a local reduction in area around the neck). This leads to an underestimate of the stress (the flow stress). • ‘Engineering’ and ‘true’ values are related by the equations as below. • At low strains (in the uniaxial tension test) either of the values work fine. • As we shall see that during the tension test localized plastic deformation occurs after some strain (called necking). This leads to inhomogeneity in the stress across the length of the sample and under such circumstances true stress should be used. Valid till necking starts Note that for strains of about 0.4, ‘true’ and ‘engineering’ strains can be assumed to be equal. At large strains the deviations between the values are large.
Where does Yielding start? • Yielding can be defined in many contexts. Truly speaking (microscopically) it is point at which dislocations leave the crystal (grain) and cause microscopic plastic deformation (of unit ‘b’) this is best determined from microstrain (~10–6) experiments on single crystals. However, in practical terms it is determined from the stress-strain plot (by say an offset as described below). • True elastic limit (microscopically and macroscopically elastic → where in there is not even microscopic yielding) ~10–6 [OA portion of the curve]. • Microscopically plastic but macroscopically elastic → [AY portion of the curve] • Proportional limit the point at which there is a deviation from the straight line ‘elastic’ regime. • Offset Yield Strength (proof stress) A curve is drawn parallel to the elastic line at a given strain like 0.2% (= 0.002) to determine the yield strength. This • In some materials (e.g. pure annealed Cu, gray cast iron etc.) the linear portion of the curve may be limited and yield strength may arbitrarily determined as the stress at some given strain (say 0.005).
Funda Check Previous page is too confusing where does yielding really start? • True (it is very confusing!). We have the macroscopic picture and the microscopic picture. • In the macroscopic picture, we have three quantities related to the limit of elasticity or start of yielding in a uniaxial tension test.1) Proportional limit the point ‘C’ the linear portion.2) Elastic limit the point ‘D’ from where if the specimen is unloaded it will return to ‘O’.3) 0.2% offset the point ‘P’ obtained by drawing a line parallel to OC starting at point ‘S’ (a strain of 0.2%) to intersect the curve at P. The stress corresponding to ‘P’ is called the 0.2% offset proof stress and is a practical measure of yield stress. • Microscopically, the region OD can be divided into three parts:1) Region OA ‘truly’ elastic. Region where dislocations do not move.2) Region AB Also Elastic. Dislocations move reversibly (i.e. dislocations start to move, but do not leave the grains, return to original configuration on release of load).3) Region BD Microscopically plastic. Macroscopically elastic. Region where dislocations move and leave the crystal, but this is not manifested in the stress strain curve. Thus by point ‘P’ some plastic deformation must have already occurred (even macroscopically). Continued… However, this slide may not remove the confusion!
B • For an experiment done in shear on single crystalsthe equivalent region to OY can further be subdivided into: True elastic strain (microscopic) till the true elastic limit (A). Onset of microscopic plastic deformation above a stress of B. For Mo a comparison of these quantities is as follows: A = 0.5 MPa, B = 5 MPa and 0 (macroscopic yield stress in shear) = 50 MPa. Important Points • Yielding begins when a stress equal to y (yield stress) is applied; however to cause further plastic deformation increased stress has to be applied i.e. the material hardens with plastic deformation → known as work hardening/strain hardening. • Beyond necking the state of stress becomes triaxial (in a cylindrical specimen considered). Technically the yield criterion in uniaxial tension cannot be applied beyond this point.
Plastic deformation (= yielding) and state of stress • We shall keep our focus on plastic deformation by slip. • y is yield stress in an uniaxial tension test (i.e. plastic deformation will start after crossing yield stress only under uniaxial tensile loading) and should not be used in other states of stress (other criteria of yield should be used for a generalized state of stress). • I.e in uniaxial tension the yield criterion is very simple:Yielding starts when: y. Note: is a field variable and y is a material property. • Hydrostatic pressure (leading to hydrostatic stress in a material) does not lead to yielding in a continuous solid (usually!). This implies that the stress deviator holds the key to yielding. • For an isotropic material the yield criterion will not be independent of the choice of the axes (i.e. a invariant function). Hence, for an isotropic material the yield criteria (we will note that there are more than one) will be a function of the invariants of the stress deviator. • Two commonly yield criteria are: Von Mises or Distortion-Energy Criterion Maximum shear stress or Tresca Criterion. (We will consider these later).
What is meant by ductility? • Slip is competing with other processes which can lead to failure. • In simple terms a ductile material is one which yields before failure (i.e. y < f). • Ductility depends on the state of stress used during deformation. • We can obtain an measure of the ‘ductility’ of a material from the uniaxial tension test as follows (by putting together the fractured parts to make the measurement): Strain at fracture (ef) (usually expressed as %), (often called elongation, although it is a dimensionless quantity) Reduction in area at fracture (q) (usually expressed as %) • ‘q’ is a ‘better measure*’ of ductility as it does not depend on the gauge length (L0); while, ‘ef’ depends on L0. Elongation/strain to necking (uniform elongation, eu) can also be used to avoid the complication arising from necking.Also, ‘q’ is a ‘more’ structure sensitive ductility parameter. • Sometimes it is easier to visualize elongation as a measure of ductility rather than a reduction in area. For this the calculation has to be based on a very short gauge length in the necked region called Zero-gauge-length elongation (e0). ‘e0’ can be calculated from ‘q’ using constancy of volume in plastic deformation (AL=A0L0). Note: this is ductility in Uniaxial Tension Test * I.e. does not underestimate ductility.
Comparison between reduction in area versus strain at fracture Dominated by reduction in area after necking Dominated by elongation before necking • We had seen two measures of ductility: Strain at fracture (ef) Reduction in area at fracture (q) • We had also seen that strain based measure can be related to area based measure mathematically as: • However, it should be noted that they represent different aspects of material behaviour. • For reasonable gauge lengths, ‘e’ is dominated by uniform elongation prior to necking and thus is dependent on the strain hardening capacity of the material (more the strain hardening, more will be the ‘e’). Main contribution to ‘q’ (area based calculation) comes from the necking process (which is more geometry (& microstructure dependent)). • Hence, reduction in area is not ‘truly’ a material property and has ‘geometry dependence’.
What happens after necking? Following factors come in to picture due to necking: • Till necking the deformation is ~uniform along the whole gauge length. • Till necking, the points on the - plot lie to the left and higher than the s-e plot (as below). • After the onset of necking deformation is localized around the neck region. • The formulae used for conversion of ‘e’ to ‘’ and ‘s’ to ‘’ cannot be used after the onset of necking. • Triaxial state of stress develops and uniaxiality condition assumed during the test breaks down. • Necking can be considered as an plastic instability in tension. • Hence, quantities calculated after the onset of necking (like fracture stress, F) has to be corrected for: (i) triaxial state of stress, (ii) correct cross sectional area. Neck Fractured surfaces Fractured surfaces Original sample
Why is the point ‘N’ (the necking point) in the - curve to the left and above that in the s-e curve? How to compute strains (& stresses) beyond ‘N’? Funda Check • Let the subscript N refer to ‘at the neck’ for now (after necking has started). • N = FN / AN . sN = FN / A0 . AN < A0 N > sN. • = ln (1+e). Being a logarithm (natural) the value of << e. • Hence, N’ is to left and above N. After necking we cannot use the formulae for conversion of engineering to true quantities as the state of stress is triaxial. • Beyond ‘N’, the calculation has to be based actual area (eq. (1) below). RHS is for cylindrical specimen (Cy. Sp.) (1) After necking • Eq.(1) has to be used to determine true strain. • The true strains far exceed that calculated from: e = L/L0. • The flow curve after necking often turns out be/has: (i) linear or (ii) continuously decreasing slope. • Given the triaxial state of stress, it is ‘difficult’ to ascertain the longitudinal tensile stress accurately. Region of validity of the equations
‘True’ values beyond necking Calculation of true strain beyond necking: • ‘True’ strain values beyond necking can be obtained by using the concept of zero-gauge-length elongation (e0). This involves measurement of instantaneous area. Beyond necking SEM fractograph: typical features observed in the case of ductile fracture (microvoid formation) SEM top view of fractured specimen showing shear lips Note: Further complications arise at strains close to fracture as microvoid nucleation & growth take place and hence all formulations based on continuum approach (e.g. volume constancy) etc. are not valid anymore.
‘True’ values beyond necking Cotd.. Calculation of true Stress beyond necking: • Neck acts like a diffuse notch. This produces a triaxial state of stress (radial and transverse components of stress exist in addition to the longitudinal component) this raises the value of the longitudinal stress required to case plastic flow. • Using certain assumptions (as below) some correction to the state of stress can be made* (given that the state of stress is triaxial, such a correction should be viewed appropriately). • Assumptions used in the correction*: neck is circular (radius = R), von Mises’ criterion can be used for yielding, strains are constant across the neck. • The corrected uniaxial stress (uniaxial) is calculated from the stress from the experiment (exp=Load/Alocal), using the formula as below. The Correction * P.W. Bridgman, Trans. Am. Soc. Met. 32 (1944) 553.
Fracture stress and fracture strain • The tensile specimen fails (macroscopically) by ‘cup & cone’ fracture. This is called so, because one of the surfaces resembles a cup and the other a cone. • The outer regions fail by shear and inner regions in tension. • Fracture strain (ef) is often used as a measure of ductility. Cup Cone Cup & cone fracture U After fracture the sample unloads to ‘U’ (along FU) and only pure plastic strains survive Calculation of fracture stress/strain: • To calculate true fracture stress (F) we need the area at fracture (which is often not readily available and often the data reported for fracture stress could be in error). • Further, this fracture stress has to be corrected for triaxiality. • True strain at fracture can be calculated from the areas as below.
The uniaxial tensile test (UTT) as described was done on a ductile material, then why did it fracture? (isn’t it that brittle materials fracture and not ductile ones?) Funda Check • A ductile material is one whose fracture stress is above its yield stress: y < f (i.e. on loading in uniaxail tension it yields before fracture). (Microscopically, in yielding we drive dislocations and in fracture we propagate cracks). • Two factors contribute to this fracture (especially the two points in highlighted boxes below). • Necking: reduces the load bearing area (locally), introduces atriaxial state of stress (like at a crack tip) (triaxial state of stress tends to suppresses plasticity by slip), locally amplifies the stress (a neck is like a blunt crack), leads to a higher strain locally (which leads to a non-uniformity in strain across the gauge length), locally magnifies the strain rate (i.e. the strain rate in the vicinity of the crack is higher). • The progressive work hardening, which makes y > f $ (i.e. the yield stress becomes more than the fracture stress). Two parts of the sample are in different parts of the stress-strain curve • The actual process is complicated (which includes the formation of voids). • A extremely ductile material like gold does not fracture in a UTT experiment it ruptures*(the sample necks down to a point and debonds). * The term rupture implies different aspects in other contexts. $ Note: actually things are not that simple due to necking and this criterion in uniaxial tension cannot be applied !!!
Funda Check What is ‘ductility’ and what are the factors which affect the ductility? • Ductility implies the ability of the material to undergo plastic deformation (typically before fracture). We have to distinguish between macroscopic and microscopic ductility. Often, there might be no/little visible macroscopic ductility, but considerable amount of plastic deformation at the microscopic level. • Broadly, we can think of three factors which affect the ductility of a material, as shown in the flow diagram below. Needless to point out, the material properties are to considered at the test conditions and hence these two aspects are intimately linked. • A material which may be brittle at low T, may become ductile at high temperatures. • At high strain rates (which results from a high loading rate) a ductile material (i.e. under low rates of loading) may behave in a brittle manner. • Sometimes less importance is paid to the geometry or state of stress. The geometry of the component plays an important role in deciding the loading conditions on the material. E.g. a spring pulled in tension leads to torsion at the material level. • We have already seen that a ‘neck’ in the specimen (which is like a blunt crack) leads to a triaxial state of stress, which suppresses plastic deformation. The worst case scenario is ‘hydrostatic’ state of stress, wherein there is no plane which experiences shear stresses. Since shear stresses are required for plastic deformation, this state of stress is not conducive for plastic deformation. This implies that the material will seem brittle, albeit the fact that the material is still “ductile” (assuming we started off with a ductile material). Material Properties PN stress, strain rate sensitivity, grain size, heterogeneities Factors which affect ductility More about the effect of state of stress on ductility can be found here Testing conditions T, crosshead velocity Geometry/state of stress
Unloading the specimen during the tension test • If the specimen is unloaded beyond the yield point (say point ‘X’ in figure below), elastic strain is recovered (while plastic strain is not). The unloading path is XM. • The strain recovered ( ) is more than that recovered if the specimen was to be unloaded from ‘Y’ ( ) i.e. in this sense the material is ‘more elastic’ in the plastic region (in the presence of work hardening), than in the elastic region! • If the specimen is reloaded it will follow the reverse path and yielding will start at ~X. Because of strain hardening* the yield strength of the specimen is higher. If the specimen is unloaded before ‘Y’, it will get back to its original state (‘O’) * Strain Hardening is also called work hardening →The material becomes harder with plastic deformation (on tensile loading the present case) We will see later that strain hardening is usually caused by multiplication of dislocations. If one is given a material which is ‘at’ point ‘M’, then the Yield stress of such a material would be ~X (i.e. as we don’t know the ‘prior history’ of the specimen loading, we would call ~X as yield stress of the specimen). The stress corresponding to the blue part of the curve is also called the ‘flow stress’.
Unloading followed by re-loading • Usually, there is a small hysteresis during unloading and reloading (as in the figure below). • The unloading takes place along the path XM, while the reloading is along the path MR. I.e. during reloading, the curve joins the flow curve YF (that obtained during uninterrupted loading) at R. (XR is the missing part of the flow curve YF). • This hysteresis is often neglected.
Variables in plastic deformation • In the tension experiment just described the temperature (T) is usually kept constant and the sample is pulled (between two crossheads of a UTM) at a constant velocity. The crosshead velocity can be converted to strain rate ( ) using the gauge length (L0) of the specimen. • At low temperatures (below the recrystallization temperature of the material, T < 0.4Tm) the material hardens on plastic deformation (YF in the - plot known as work hardening or strain hardening). The net strain is an important parameter under such circumstances and the material becomes a partial store of the deformation energy provided. The energy is essentially stored in the form of dislocations and point defects. • If deformation is carried out at high temperatures (above the recrystallization temperature; wherein, new strain free grains are continuously forming as the deformation proceeds), strain rate becomes the important parameter instead of net strain. Ignored in this introductory treatment
In the - plot the plastic stress and strain are usually expressed by the expression given below. Where, ‘n’ is the strain hardening exponent and ‘K’ is the strength coefficient. Usually expressed as (for plastic) Constant strain rate and T. Phenomenological (‘curve fitting type’) equation • Deviations from this behaviour often observed (e.g. in Austenitic stainless steel) at low strains (~10–3) and/or at high strains (~1.0). Other forms of the power law equation are also considered in literature (e.g. ) (Some of these are more complicated and involve more constants). • An ideal plastic material (without strain hardening) would begin to neck right at the onset of yielding. At low temperatures (below recrystallization temperature- less than about 0.5Tm) strain hardening is very important to obtain good ductility. This can be understood from the analysis of the results of the uniaxial tension test. During tensile deformation instability in the form of necking localizes deformation to a small region (which now experiences a triaxial state of stress). In the presence of strain hardening the neck portion (which has been strained more) hardens and the deformation is spread to other regions, thus increasing the ductility obtained. • Cu and brass (n ~ 0.5) can be given large plastic strain (before fracture) as compared to steels with n ~ 0.15. • When true strain is less than 1, the smaller value of ‘n’ dominates over a larger value of ‘n’
Variables/parameters in mechanical testing There are variables, which we have to ‘worry about’, when we do mechanical testing (for the test and to interpret the results): • Process parameters(characterized by parameters inside the sample) Mode of deformation, Sample dimensions, Stress, Strain, Strain Rate, Temperature etc. • Material parameters Crystal structure, Composition & segregation, Grain size, dislocation density, texture, etc.
Properties of selected materials Room temperature data [1] Frank King.1913 Aluminium and its Alloys. Ellis Horwood limited [2] Brandes EA, Brook GB, Smithells CJ. 1992 Smithells metals reference book. Oxford: Butterworth-Heinemann. [3] James F. Shackelford, William Alexander. 2001 CRC Materials Science and Engineering Handbook. 3rd edition, CRC press, Washington.
Q & A How does the stress-strain curve for an elastomer (like rubber) look like? • The stress strain curve for an elastomer has the following features (fig below). • Non-linear elasticity this implies a varying modulus. • Low value of Young’s modulus. Three regimes: (i) decreasing modulus with elongation (region-OA),(ii) nearly constant modulus (AB),(iii) increasing modulus (BC). • Large elastic elongations (~200%). C B A O Note the magnitude in x and y axes
At high temperatures (above recrystallization temperature) where strain rate is the important parameter instead of strain, a power law equation can be written as below between stress and strain rate. The effect of strain rate is compared by performing tests to a constant strain C → a constantm→ index of strain rate sensitivity.◘ If m = 0 stress is independent of strain rate (stress-strain curve would be same for all strain rates). ◘ m ~ 0.2 for common metals. ◘ If m (0.4, 0.9) the material may exhibit superplastic behaviour. ◘ m = 1 → material behaves like a viscous liquid (Newtonian flow). • Thermal softening coefficient () is also defined as below.
Further aspects regarding strain rate sensitivity • In some materials (due to structural condition or high temperature) necking is prevented by strain rate hardening. From the definition of true strain • If m < 1→ smaller the cross-sectional area, the more rapidly the area is reduced. • If m = 1→ material behaves like a Newtonian viscous liquid → dA/dt is independent of A.
Effect of temperature and strain rate on the stress strain curve • Slip is a thermally activated process. So increasing the temperature decreases the flow stress. This is because dislocations can make a thermally activated jump over the Peierls barrier. • As mentioned elsewhere, increasing the strain rate (by a few orders of magnitude) is like decreasing the temperature. The strength of the material increases on increasing the strain rate (with concomitant decrease in ductility). At very high strain rates (as experienced when a bullet hits a material), dynamic effects (wave propagation in the structure) become important and some of the usual material properties may become irrelevant. • The effect of these two parameters on the stress-strain curve is slightly different for FCC and BCC metals. BCC FCC
Effect of temperature and strain rate on the yield stress • As noted before, slip is a thermally activated process and hence yield stress decreases with an increasing temperature. • With increasing strain rate (by orders of magnitude) the yield stress increases. Low carbon steel specimens Low carbon steel specimen Note that strain rate is in log scale
Funda Check • What is the importance of ‘m’ and ‘n’ (strain hardening exponent and strain rate sensitivity)? • We have seen that below recrystallization temperature ‘n’ is ‘the’ important parameter. • Above recrystallization temperature it is ‘m’ which is important. • We have also noted that it is necking which limits the ductility in uniaxial tension. • Necking implies that there is locally more deformation (strain) and the strain rate is also higher locally. • Hence, if the ‘locally deformed’ material becomes harder (stronger) then the deformation will ‘spread’ to other regions along the gauge length and we will obtain more ductility. • Hence having a higher value of ‘n’ or ‘m’ is beneficial for obtaining good ductility.
Plastic deformation by slip Click here to see overview of mechanisms/modes of plastic deformation • Now we try to understand the underlying mechanisms for plastic deformation. • As we noted in the beginning of the chapter plastic deformation can occur by many mechanisms SLIP is the most important of them. At low temperatures (especially in BCC metals) twinning may also be come important. • At the fundamental level plastic deformation (in crystalline materials) by slip involves the motion of dislocations on the slip plane finally leaving the crystal/grain*(creating a step of Burgers vector). • Slip is caused by shear stresses (at the level of the slip plane). Hence, a purely hydrostatic state of stress cannot cause slip (or twinning for that matter). • A slip system consists of a slip direction lying on a slip plane. • Under any given external loading conditions, slip will be initiated on a particular slip system if the Resolved Shear Stress (RSS)** exceeds a critical value [the Critical Resolved Shear Stress (CRSS)]. • For slip to occur in polycrystalline materials, 5 independent slip systems are required. Hence, materials which are ductile in single crystalline form, may not be ductile in polycrystalline form. CCP crystals (Cu, Al, Au) have excellent ductility. • At higher temperatures more slip systems may become active and hence polycrystalline materials which are brittle at low temperature, may become ductile at high temperature. * Leaving the crystal part is important ** To be defined soon
Slip systems • In CCP, HCP materials the slip system consists of a close packed direction on a close packed plane. • Just the existence of a slip system does not guarantee slip slip is competing against other processes like twinning and fracture. If the stress to cause slip is very high (i.e. CRSS is very high), then fracture may occur before slip (like in brittle ceramics).
Critical Resolved Shear Stress (CRSS) What is the connection between Peierls stress and CRSS? • As we saw plastic deformation by slip is due to shear stresses. • Even if we apply an tensile force on the specimen the shear stress existing on the slip plane (the resolved shear stress) is responsible for slip. • When the Resolved Shear Stress (RSS) reaches a critical value → Critical Resolved Shear Stress (CRSS) → plastic deformation starts (The actual Schmid’s law). Slip plane normal F A Schmid factor Slip direction Schmid’s law A material property A’ Slip is initiated when CRSS is a material parameter, which is determined from experiments Yield strength of a single crystal A • Maximum shear stress is in a plane inclined at ( =) 45. • The vertical (90) and horizontal plane (0) feel no shear stresses. Note externally only tensile forces are being applied