Download
1 / 68
680 likes | 692 Views
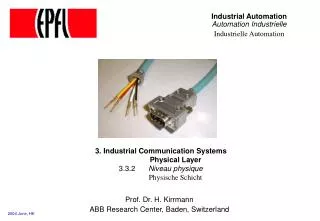
ISE 370 Industrial Automation Instructor: Thomas Koon. Camalot Dispensing System/Stencil Printer. Introduction.

E N D
ISE 370 Industrial AutomationInstructor: Thomas Koon Camalot Dispensing System/Stencil Printer ISE 370 Industrial Automation
Introduction • The main purpose of the discussion is to provide a basic understanding of the Camalot dispensing system and the stencil printer, and the electronic manufacturing processes and systems they support. ISE 370 Industrial Automation
Topics of Discussion • Overview of the Electronic Manufacturing Processes. • Stencil Printing • Material Deposition • Electronic Manufacturing Terms. ISE 370 Industrial Automation
Electronic Manufacturing Process – Brief History 1950-Present - Through Hole Technology. Axial lead Radial Lead Interconnect ISE 370 Industrial Automation
Electronic Manufacturing Process – Brief History 1980-Present – SMT (Surface Mount Technology) • Passive Components Active Components • Resistors Chip Carriers • Capacitors *Plastic • Inductors *Ceramic ISE 370 Industrial Automation
Through Hole vs. SMT Through Hole Features: • Lowest cost assembly technique • 1 and 2 oz. Copper traces for high power applications • Solvent or aqueous based cleaning systems • SMT Features: • Up to 10 times size reduction over Through-Hole assembly • Wide range of base materials available • Improved signal to noise ratio when using ceramic base material ISE 370 Industrial Automation
Type III Assembly Through hole on primary, SMT on secondary side of PCB ISE 370 Industrial Automation
Wave Solder ISE 370 Industrial Automation
Surface Mount Assembly ISE 370 Industrial Automation
Print ISE 370 Industrial Automation
Visual Inspect ISE 370 Industrial Automation
Place ISE 370 Industrial Automation
Reflow ISE 370 Industrial Automation
Reflow Oven Diagram ISE 370 Industrial Automation
Standard Reflow Profile ISE 370 Industrial Automation
Classification of Reflow Technologies Reflow oven types: TYPE A: Vapor Phase (heated solvent) TYPE B: Area Conduction (hot air) TYPE C: Hot Bar TYPE D: IR, Convection/IR and Convection Ovens TYPE E: Laser Reflow ISE 370 Industrial Automation
Nitrogen in Reflow Nitrogen is used in reflow soldering to drive out the oxygen from the soldering chamber. This prevents the solder pads and component terminals to oxidize during reflow of the solder paste. ISE 370 Industrial Automation
A Quick Review • What are the 2 basic types of PCB technologies? • What is at least one advantage of each type of technology? • How many of the 9 steps of a Type III PCB assembly process can you name? • What are the 2 types of components used in the manufacture of SMT PCB’s? • What are some types of reflow ovens? ISE 370 Industrial Automation
Fluxes *The purpose of flux is to clean surfaces that are going to be joined together to enhance wetting by solder in the molten state. • Major Flux Categories: • Rosin based (Pine Tree Sap) • Organic Acid (Type OA). Water Soluble (the flux itself is not water soluble however the conductive residue left after soldering is). • Low ResidueNo-clean flux. “Leave on” flux ISE 370 Industrial Automation
Flux Activity • *Flux Activity: The ability of materials (activators) in the flux to remove corrosion and make the surface solderable . • 3 Types of rosin flux: • R (rosin only) • RMA (rosin mildly activated) • RA (rosin activated) ISE 370 Industrial Automation
The Solder Processes * Solder is a fusible metal alloy, consisting primarily of tin and lead, used for the purpose of joining together two or more metals at a temperature below their melting point. • Two Major Processes: • Clean • No-Clean • (no-clean solder requires no-clean flux) ISE 370 Industrial Automation
Solder Paste Functions • Solder paste has to perform several functions: • It needs to be printable • It needs to transport flux and tin/lead to the joint • It needs to coalesce during reflow to form a permanent and reliable electrical connection. ISE 370 Industrial Automation
Solder Paste • *Solder paste is a homogeneous combination of solder particles (ranging in diameter from about 20 to 75 microns), flux, solvent, and a suspension agent. • Solder (metal) particles (63Sn/37Pb) • This combination of materials is known as the 'vehicle system'. The vehicle system carries flux, solvent and thixotropic agents which are there to aid printing. ISE 370 Industrial Automation
Eutectic Solder Eutectic solder is liquidous at 183C (361F) Eutectic. An alloy with a lower melting point lower than the melting points of its components. 63% tin and 37% lead (63Sn/37Pb) solder is referred to as eutectic solder. Eutectics change directly from liquid to solid, and the reverse, with no intermediate plastic states ISE 370 Industrial Automation
Stencils • *Stencil: Is a thin sheet of brass or stainless steel with openings that match the land pattern of the printed circuit board. • Aperture Shape: • Square is Preferred Over Round • for Better Paste Release • Corners May be Rounded to • Minimize Clogging • Positive Taper with Bottom • Opening 25 to 50 microns • Larger than the Top ISE 370 Industrial Automation
Solder Alloy • The alloy is formed to small particles with a diameter of 4 to 40 microns. • For fine pitch printing, meaning lead pitch on 0.5 mm and below, the particles are typically 20 - 45 microns and for conventional printing 45 - 75 microns. ISE 370 Industrial Automation
A Quick Review? • What is the purpose of flux? • What are the 2 main components of solder? What temperature do the turn to a liquid state? • What are the 2 main soldering processes? • What is “Fine Pitch” ? (Size) • What is a stencil? ISE 370 Industrial Automation
Stencil Printer - Objectives • Name and/or identify the main operating components of the Camalot solder paste printer • Set-up and operate the solder paste printer in order to produce an acceptable electronic assembly (lab Exercise) • State the material requirements, process controls, set-up procedures and troubleshooting techniques regarding the solder paste printer ISE 370 Industrial Automation
Stencil Printer Outline • Machine Overview • Squeegee Materials & Selection • Solder Paste Printing • Set-up and Operation ISE 370 Industrial Automation
Stencil Printer Subassemblies • Print Head • Squeegee System • Stencil/Screen Frame • X,Y Table • Vision System ISE 370 Industrial Automation
Squeege Materials • Rubber • Metal ISE 370 Industrial Automation
(Screen) Stencil Function • Determines the pattern of solder paste • Solder paste is placed directly on the stencil then squeegees force the paste through the opening ISE 370 Industrial Automation
Metal Squeege • Work well with metal foil stencils • Minimal scooping of paste from apertures • Reduced print variability • Reduced set-up time • Reduced sensitivity to other printing variables • Higher manufacturing yields • Less Bleeding • More expensive than rubber • Easily damaged ISE 370 Industrial Automation
Rubber Squeege • Work well with screen printing and stencils • Compatible with non-wear resistant emulsions • More compatible with rough inner layer presented by wire mesh • Sensitive to other printing variables • Can be specified at different hardness levels • High durometer reading 70 recommended for stencil printing • Easily worn out ISE 370 Industrial Automation
Rubber Squeege ISE 370 Industrial Automation
Metal Stencil Types • Laser Cut Stainless Steel with Ni Plating– Standard Pitch= 0.8 to 1.0mm. Fine pitch 0.5mm or less • Electroformed Co or Cr Hardened Ni Ultra-Fine pitch. < 0.5mm • Chem Etch – 1.27mm pitch and greater ISE 370 Industrial Automation
Wire Mesh Screens • Patterned by polymer emulsion • Emulsion carries the pattern and the mesh holds it together • Generally woven from stainless steel, polyester or nylon • Diameter of wire and size of opening in terms of mesh number • 100 mesh screen has 100 openings per liner inch • (mesh/inch) are varied depending on process requirements • Screen is attached to an aluminum screen frame • Limited to 50 mil pitch aperture range ISE 370 Industrial Automation
Wire Mesh Advantages • Low cost • Fast turnaround • Better surface conformance • Good gasket properties • Works well for prototype runs ISE 370 Industrial Automation
Wire Mesh Disadvantages • Easy to wear out • Higher squeegee wear • Potential clogging • Longer set-up time • More cleaning and maintenance • Susceptible to temperature ISE 370 Industrial Automation
Metal Foil Stencils • Apply solder paste in finer patterns • Usually made of stainless steel • Strong base with excellent stability • Thickness from 0.004” to 0.008” • Aperture size is determined by component pitch • Hundreds of openings can be etched through the foil with accuracy to +/- 0.002” (laser cut to +/- 0.0004”) • Paste flows freely and uniformly ISE 370 Industrial Automation
Foil Stencil Advantages • Complete open area • Low squeegee wear • Better print geometry • Easy cleaning and maintenance • Easy set-up ISE 370 Industrial Automation
Foil Stencil Disadvantages • High manufacturing cost • Less gasket properties • Etch Factor • Need good bonding at metal mask and flexible mesh border ISE 370 Industrial Automation
A Quick Review? • Name the main operating components of the Camalot solder paste printer? • What are the 2 main types of Squeege’s? • What is the primary function of the Camalot Stencil Printer? • What are the 3 main metal stencil manufacturing processes? ISE 370 Industrial Automation
Set-up & Operation • Printed wiring board registration • Squeegee pressure • Squeegee (print) speeds • Print stroke • Print gap (on/off contact) • Snap-off • Printing modes ISE 370 Industrial Automation
Liquid Dispensing System Objectives • Name and/or identify the main operating components of the Camalot liquid dispensing system • Set-up and operate the dispensing system • in order to produce an acceptable electronic assembly • State the material requirements, process controls, set-up procedures and troubleshooting techniques regarding the dispensing system ISE 370 Industrial Automation
Dispensing System Outline • Machine Overview • Solder Paste & Adhesive Selection • Set-up and Operation ISE 370 Industrial Automation
Dispensing System Subassemblies • X,Y,and Z Axis Gantry • Dispensing Assembly • Vision System • Work board Holder ISE 370 Industrial Automation
Dispensing Materials • Adhesives • Solder Paste ISE 370 Industrial Automation
Adhesives • 2 Main Adhesives Types: • Thermosetting -Two-part epoxies - (typically thermally cured) • Acrylic –Silicones- (UV cure, Thermal cure, or both) • Properties: • Electrically Conductive or Insulating • Thermally Conductive or Insulating ISE 370 Industrial Automation
Fluid Characteristics for Conductive Adhesives - Thixotropic (more fluid when stressed) - Viscosity ranging from 5,000 cps to 100,000 cps - “Stringy” (drawing out a long tail when pulling the needle away from dispensed fluid). - Viscosity sensitivity to temperature (except for silicones). - Sensitivity to moisture. ISE 370 Industrial Automation