Download
1 / 15
150 likes | 370 Views
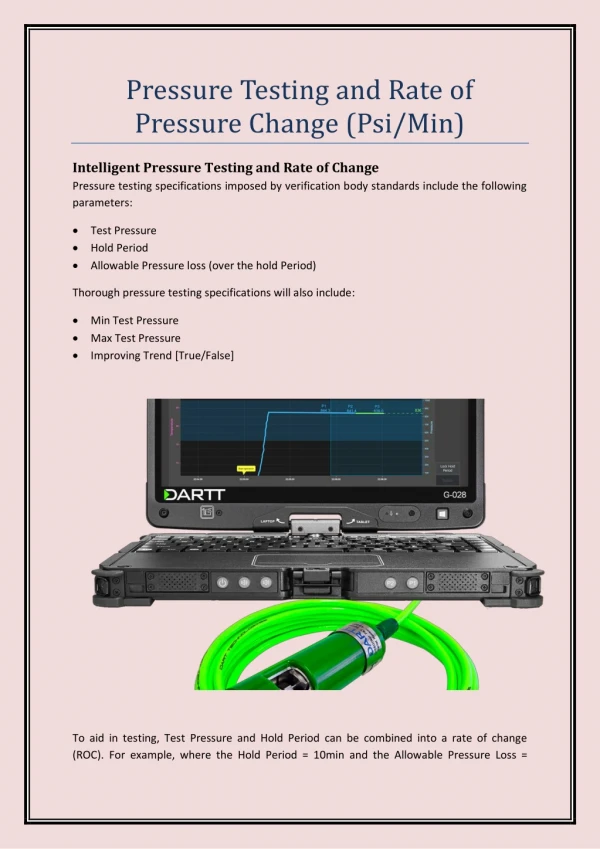
Challenges for Hydrostatic Pressure Testing of subsea systems (flowlines and hardware). API 17 Summer Meetings, 2012. Background Information.

E N D
Challenges for Hydrostatic Pressure Testing of subsea systems (flowlines and hardware) API 17 Summer Meetings, 2012
Background Information • Subsea flowlines are typically hydrostatically pressure tested to 1.25 X MAOP during pre-commissioning operations. Subsea flowline testing pressures must be considered when selecting the Rated Working Pressure (RWP) of API valves and hardware • For flowline systems connected with risers to a floating host, and no means to isolate the riser from the flowline, the flowline test pressure is applied at top of riser – Thus, absolute pressure (PSIA) inside flowline on seabed is increased by the seawater head pressure: Inside pressure = 1.25 x MAOP plus ambient seawater pressure (Po). • RWP of API equipment is based on internal pressure (PSIA) absolute pressure (not based on differential pressure). • BSEE does not allow for the concept of variable design pressure in a flowline/riser system (one cannot consider the density of produced fluid/gas in a production flowline/riser). Therefore, for production flowlines the MAOP is generally required to be constant throughout the system and therefore must be equal to the Wellhead shut-in tubing pressure (WHSITP). See also NTL 2009-G28.
Statement of Problem • In most cases, during flowline testing, subsea equipment will be exposed to an internal test pressure equal to 1.25 MAOP plus external seawater pressure (Po). This subsea test pressure may exceed the RWP or even the FAT test pressure of valves and hardware used in the flowline system. • Lack of clear standards and agreement between operators and equipment manufacturers on maximum allowable field test pressures (Limited to RWP absolute? Or to RWP differential? Or 1.25xRWP? Or FAT test pressure? Or ??) • It is quite clear that BSEE does not allow taking credit for ambient seawater pressure when selecting the RWP of subsea equipment (other than straight pipe) • It is not clear whether credit for ambient pressure can be used to allow pressures above RWP during subsea commissioning pressure testing operations on SS equipment
Example 1: Pressure Test of Subsea Flowline with Riser Subsea Flowline MAOP = 8,000 psi TEST PRESSURE SUPPLIED BY SURFACE HPU HydrotestPressure on surface 1.25*8,000 psi MAOP= 10,000 psi differential HydroTestPressure at depth = 10,000 psi differential, but 14,500 psi absolute SEAWATER DEPTH = 10,000 FT 10K Rated components on PLET/PLEM pressurized well above RWPA absolute even though not above RWPD differential and not above FAT test pressure of 15K AMBIENT SEAWATER PRESSURE = 4500 PSIA 14,500 PSIA at depth VALVE (open) Is this OK?? PRESSURE CAP HUB PLET/PLEM
Example 1: Logic Discussion • Subsea test pressure does not exceed 10Ksi RWP on a differential pressure basis (so, seems OK if we can take credit for ambient seawater pressure) • Pressure differential across any closed valves would never exceed 1.0xRWP (so, seems OK) • Absolute pressure 14,500 psi during subsea test does not exceed 1.5xRWP, so does not exceed the max pressure used in shop FAT hydro testing. May be OK if: • Stress on seals enclosing any 1-atmosphere voids will not be higher during subsea testing than during shop FAT hydro testing • Subsea test pressure will not harm any pressure transducers, electrical penetrators, etc, which are affected by absolute pressure. May be OK if items are properly specified at purchase • Some concern over holding the 14,500 psi absolute pressure for many hours during subsea testing (Seal creep? Possible delayed failures? Not normally simulated during PR2 qualification tests)
Example 2: Pressure Test of Subsea Flowline with Riser Subsea Flowline MAOP = 10,000 psi TEST PRESSURE SUPPLIED BY SURFACE HPU HydrotestPressure on surface 1.25*10,000 psi MAOP= 12,500 psi differential HydroTestPressure at depth = 12,500 psi differential, but 17,000 psi absolute SEAWATER DEPTH = 10,000 FT 10K Rated components on PLET/PLEM pressurized well above RWPD differential and well above FAT test pressure of 15K AMBIENT SEAWATER PRESSURE = 4500 PSIA 17,000 PSIA at depth VALVE (open) Is this OK?? PRESSURE CAP HUB PLET/PLEM
Example 2: Logic Discussion • Subsea test pressure exceeds 10Ksi RWP by 25% on a differential pressure basis (may be OK for static test, with valve open?) • Pressure differential across any closed valves would exceed 1.0xRWP by 25% (would require special qualification/approval) • Absolute pressure 17,000 psi during subsea test exceeds the 15,000 psi shop FAT hydro testing pressure: • Thus, stress on seals enclosing any 1-atmosphere voids WILL BE higher subsea than ever seen during shop FAT hydro testing (potential to damage such seals, either immediately or delayed failure?) • 17,000 PSIA subsea test may harm any pressure transducers, electrical penetrators, etc, which contain 1-atmosphere voids. May void warranty and/or damage instrument calibrations? • Major concern over taking equipment to higher pressures and longer durations subsea than what they have previously seen during shop FAT testing. • How could this affect life expectancy of equipment, even if immediate failures were not triggered? • Requirement to simulate subsea testing stresses & durations as a prerequisite to conducting PR2 qualification testing?
What is NEEDED & HOW TO GET THERE • Need for clear guidance to subsea hardware component designers/manufacturers and owner/operators on allowable pressure loading of subsea hardware components during onshore and subseahydrostatic pressure testing. • Alignment/Update of API Standards and recommended practices to address effect of external pressure for design & testing of subsea components. • Need to improve industry recognition that prohibiting design credit for external pressure will create significant hurdles as internal design pressures and water depths increase.
So where do we go from here? • The good news: Flowline, systems and key subsea hardware manufacturers clearly understand the problem. Two working group meetings held (August 17, Sep 21) with broad participation. • Draft RP has been prepared (possibly a new Annex in pending update of API 17A?). Informative, not a normative document. • Industry needs to continue to grapple with concept of internal and external pressures in subsea component design. • Supplemental qualification tests may be needed to back up/validate updated designs that may show benefit of external pressure on some parts of subsea component. • Need to address how to get sub-component vendors in the loop (pressure transducers, electrical penetrators, flow meters, etc.) • Need to engage regulators (either to reconsider the concept of constant MAOP in system and/or consider credit for external pressure in component design, if proven by analysis and testing)
CURRENT STANDARDS AND REGULATIONS (GOM ONLY) API 17D/ISO 13628-4 (2010): (Introduction) Care has also been taken to address the evolving issue of using external hydrostatic pressure in design. The original versions of both API 17D and ISO 13628-4 were adopted at a time when the effects of that parameter were relatively small. The industry’s move into greater water depths has prompted a consideration of that aspect in this version of this part of ISO 13628.The high-level view is that it is not appropriate to use external hydrostatic pressure to augment the applications for which a component can be used. For example, this part of ISO 13628 does not allow the use of a subsea tree rated for 69 MPa (10 000 psi) installed in 2 438 m (8 000 ft) of water on a well that has a shut-in tubing pressure greater than 69 MPa (10 000 psi). See 5.1.2.1.1 for further guidance. The design considerations involved in using external hydrostatic pressure are only currently becoming fully understood. If a user or fabricator desires to explore these possibilities, it is recommended that a thorough review of the forthcoming American Petroleum Institute technical bulletin on the topic be carefully studied. See also draft document prepared for API SC17 committee
CURRENT STANDARDS AND REGULATIONS (GOM ONLY) API 5.1.2.1.1: For the purpose of this part of ISO 13628, pressure ratings shall be interpreted as rated working pressure (3.1.42). 3.1.42: rated working pressure RWP maximum internal pressure (not differential pressure) that equipment is designed to contain and/or control. NOTE Rated working pressure should not be confused with test pressure. BSEE – NTL 2009-G28 In submitting such an alternative compliance request to the MMS GOMR, make sure that you: (b) ensure that all non-pipe equipment and components (e.g., manifolds, sleds, valves, flanges, connectors, hubs, and fittings) are fully rated for the MSP; (c) do not propose to use external hydrostatic pressure to determine the internal design pressure of non-pipe equipment and components and pipe-in-pipe;
Some definitions for pressures (1/3) • The key here is to ALWAYS be very clear about whether one talks about absolute internal or differential pressure (i.e. local internal absolute pressure minus local external pressure). • Absolute Pressure (PSIA) • - Pressure inside the components being tested. Expressed as PSIA • Gauge pressure reading plus external ambient pressure at the submerged depth • Gauge Pressure (PSIG) • - Pressure gauge reading with reference to ambient pressure at the subsea location. Expressed as PSIG • - The differential between the absolute pressure inside the component being tested and the external ambient pressure at the submerged depth.
Pressure terms (SS hardware terminology) 2/3 • RWP – Rated Working Pressure of subsea hardware components (per API specifications).Considered by API to be internal absolute pressure (psia) • Typically applies to Valves, Flanges, Hubs, Other End Connectors, Fittings, etc • RWPA –Rated Working Pressure, Absolute • Absolute pressure within the component (PSIA) • RWPD – Rated Working Pressure, Differential • - Differential between absolute pressure inside the component and external ambient seawater pressure outside the component, at the submerged depth • - For valve bore sealing elements, 1.0xRWPD is the maximum allowable differential pressure across the closed valve (applies to both testing and operations)
Pressure terms –systems/flowline terminology (3/3) • MAOP - Maximum Allowable Operating Pressure of the subsea flowline system (per pipeline code) • MAOPA - Maximum Allowable Operating Pressure, Absolute • - Absolute pressure within the system (PSIA) • MAOPD – Maximum Allowable Operating Pressure, Differential • - Differential between absolute pressure inside the flowline and external ambient seawater pressure outside the flowline at the submerged depth • Po – External pressure • - The external pressure acting on the subsea equipment due to the ambient seawater pressure at the submerged depth of the equipment being tested • SSITP and WHSITP – Surface Shut In Tubing Pressure and Wellhead Shut In Tubing Pressure • There is a need to distinguish between SSTIP and WHSITP. The surface test pressure will always be 1.25 x SSITP. The subsea test pressure at depth will always be 1.25 x SSITP + Po (or 1.25 x WHSITP which ever value is higher) if test pressure is applied from the top down via a riser . • - In the GOM, BSEE requires SSITP to be equal to WHSITP, and thus MAOP is constant, and therefore, 1.25 MAOP + Po is always greater than WHSITP