Download
1 / 16
310 likes | 469 Views
Explore the art of Shielded Metal Arc Welding (SMAW) in agriculture and science. Learn about welding processes, career opportunities, and safety practices in stick welding. Discover the versatility, strength, and cost-effectiveness of this welding method.

E N D
SMAW Agriculture Science 1
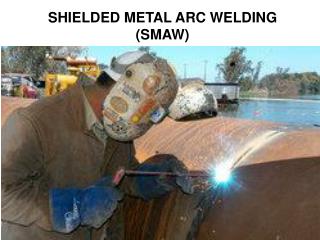
SMAW • Shielded Metal Arc Welding • Stick welding • Arc Welding • A welding process where similar materials are joined with a heating process caused by an electric arc. In the most common use, this process includes the use of a filler metal.
Why arc weld? • Who has arc welded before? • Careers in Arc welding • Versatility
Careers • Inspector/Expeditor • Rail Road-Bridge Crew, Welder • Welding Engineer • Welder Weld Engineer • Associate Steel Inspector • Underwater Welding • Sales Manager
Weld almost any metal Strength Cost effective Durability of weld Most common type of welding Repair work Employment Ability to weld in difficult places Versatility
Safety • Safety Glasses • Welding Helmet • Gauntlet style gloves • 100% Cotton Clothes-LONG SLEEVES! • No cuffs in pants or frays • Leather Boots • No Watches • Flammable Liquids on Clothes
One glove missing • Improper gloves • Apron tied in front • Wearing a watch • Tie not tucked in • No safety glasses • Wearing a ring • Pants are cuffed
Electrode Electrode Holder Ground Root Pass Filler Pass Cover Pass Slag Spatter Undercutting Tack Arc Amperage Flux Welding Terms
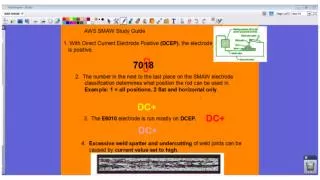
E 6013 E - Electrode 60 – Products minimum tensile strength: 60 = 60,000 psi 1 - Welding position: 1 = ALL, except vertical down 3 – Indicates coating type (RUTILE), welding current and polarity Electrode Classification
Techniques • Stringer (drag) (whip) • Weave • circles • crescent • zig zag • box weave • stitch
Weld Bead • A weld resulting from a pass Stringer Bead Weave Bead
Passes • Weld Pass - A single progression of welding along a joint. The result of a pass is a weld bead or layer
Fill Pass Cover Pass Root Pass Hot Pass
Progression (vertical) • Up • deeper penetration • Higher deposit rate (lb/hr) • Use near 90 degree travel angle or slightly up • Down • faster (point to point) • less penetration for thin metal • Use steep drag angle