Download
1 / 12
120 likes | 257 Views
This report outlines the assembly and insertion process of the Center Wire Support (CWS) into rough-cut straw utilizing epoxy as an adhesive. Following ultrasonic cleaning of the parts, assembly steps were meticulously documented. Challenges arose, including high rejection rates due to glue viscosity issues and improper dispenser operation. Investigative measures using angioscopes led to process adjustments, successfully lowering rejection rates to around 1%. Ongoing efforts will focus on further optimizing the procedure to enhance performance and reduce defects.

E N D
Barrel TRT Straw Wire Support Assembly and Insertion K. McFarlane Hampton University DOE/NSF Review, BNL March 2001
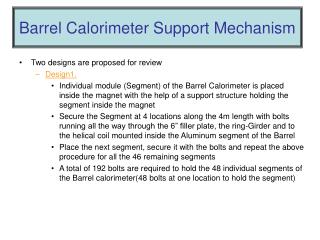
Wire Support Steps • Clean parts • Assemble parts with epoxy • Inspect a sample • Insert CWS in rough-cut straw, gluing in place with epoxy • Inspect position and adhesion after curing • Inspect interior of final-cut straw. K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Ultem Part Cleaning We use a water-based ultra-sonic cleaning procedure, with multiple rinses in distilled water, and a final oven drying. K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Wire Support Assembly K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Center Wire Support Insertion K. McFarlane BNL, 20-Mar to 22-Mar, 2001
CWS gluing method • A drop of epoxy is dispensed in the center of a 1480mm straw • The CWS is then pushed down the straw, over the drop. Dispenser Positioning rod CWS K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Problems (1) • At the beginning of production, it often happened that the drop was not dispensed, so the process was adjusted to ensure dispensing • Problems were found in October, 2000 by Duke, coincidentally with our switching to a new batch of epoxy with less viscosity. There were glue spots in the straw, often very many • CWS insertion was shut down for several weeks while the problem was studied and adjustments made. K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Problems (2) • Rejection was high, running above 50% for some batches • About 700 straws were lost due to excessive glue • As a result, a full interior inspection begun, using an angioscope. K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Comparison of Interiors Clean Small glue spots K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Changes • The problem seems to arise from an interaction between glue viscosity, pressure and vacuum in the dispenser, and electrostatic forces between the glue and the straw. • Changes were made in straw tip shape and spacing from the straw, pressure and vacuum used in dispensing, and the gluing fixture • With rejection rates on interior inspection about 1%, the problem is being controlled K. McFarlane BNL, 20-Mar to 22-Mar, 2001
More interiors This ‘plow’ effect puts glue on wire-joint side Twister K. McFarlane BNL, 20-Mar to 22-Mar, 2001
Conclusions • Rejection rate is still high (~1%) • Work will continue to be done to reduce this rate through changes in the process • May require additional changes, including changing to inserting the CWS first; this will result in more glue in the straw at the wire joint side. This would affect the physics K. McFarlane BNL, 20-Mar to 22-Mar, 2001