Download
1 / 19
200 likes | 398 Views
PENGEMBANGAN PROSES SIX SIGMA PADA PRODUKSI ONDERDIL OTOMOTIF. Disusun oleh : SRI ENDAH (060602) JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERS ITAS SULTAN AGENG TIRTAYASA CILEGON-BANTEN 2009. ABSTRAKSI.

E N D
PENGEMBANGAN PROSES SIX SIGMA PADA PRODUKSI ONDERDIL OTOMOTIF Disusunoleh: SRI ENDAH (060602) JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS SULTAN AGENG TIRTAYASA CILEGON-BANTEN 2009
ABSTRAKSI • Tujuan : dalampenelitianini, proyek six sigma dilakukanolehperusahaan yang memproduksionderdilotomotif yang berkaitandenganidentifikasidanreduksibiayaproduksidalamprosespencorangravitasidanpengembangankualitasproduk yang dihasilkan. • Metodologi : Tujuan yang ingindiraihdenganmenggunakanaplikasi six sigma adalahpendekatanpengembangankualitaspada industry otomotif.Six sigma yang diterapkanmeliputikerjatimmelaluibeberapafaseyaituDefine,Measure,Analyze,Improve and Control (DMAIC).
Proses : Aplikasi six sigma yang sistematisdenganmetode DMAIC padaproduksionderdilotomotifmenghasilkanbeberapapencapaiansepertireduksibiaya-biaya, biayakarenakualitas yang terlalujelekdanbiayapekerja.Halinimenunjukkanbahwa Six Sigma adalahcara yang efektifdalammencaritahukapandandimanaproses yang besardibutuhkandengancara yang efektifdanefisien.Sekaligusmenyediakan indicator yang bias diukurdan data yang cukupbesaruntukanalisisanalitikal • Implikasiriset : alat-alat yang digunakandalamaplikasi six sigma antara lain pemetaaanpemikiranproses, diagram pareto, petaproses, diagram fishbone, dananalisisvariasisertakapabilitasproses
Implikasi praktek : Pengembangan melalui reduksi waktu produksi, waktu control, scrap bahan baku eksternal dan internal mampu diminimalisir. Lebih lanjut proyek six sigma ini digunakan pada ruang lingkup manufaktur yang lebih luas. • Originalitas : Penelitian ini mengupas tentang kemungkinan penggunaan metode six sigma dalam proses manufaktur. Nilai-nilai dalam penelitian ini sering juga diterapkan pada manajemen kualitas, dan pengembangan kualitas dimana hal yang terakhir adalah yang paling diutamakan.
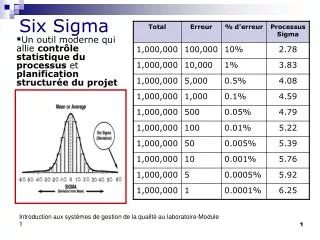
PENDAHULUAN • Tujuanutamadaripenerapan six sigma adalahmencapai level kualitasdanreliabilitas yang akanmemuaskanbahkanmemperbesarjumlahpermintaankonsumen. Level kualitas six sigma digunakansebagai indicator proses yang baik. Semakinkecilnilai Sigma berartisemakinbesarkemungkinanprodukcacat, sementarasemakinbesarnilai Sigma makasemakinkecilkemungkinanproduk yang akancacatdalamproses. Jikanilai sigma mencapaiangka 6, makakemungkinanprodukcacatdalamseribu kali adalah 3.4 ppm. Untukmeraihnilaikualitas six sigma membutuhkankepemimpinan, infrastruktur, metodologidanalat yang memadai, sementarakualitastelahmenjadibagiandarirencanabisnisperusahaan. • Metodologidanalat six sigma berkaitaneratdengankeseluruhanongkoskualitas, baik yang nyatamaupuntidaknyata, lalumencobauntukmeminimasinya, sementarapadawaktu yang samameningkatkankeseluruhan level kualitasakanmemberikankontribusipadakesuksesansebuahbisnisdankeuntungan.
METODOLOGI SIX SIGMA • Struktur yang digunakanpadametodologi six sigma adalah DMAIC (Define,Measure,Analyze,Improvedan Control) • FaseDefine Faseiniadalahfasepenjabarandeskripsimasalah, tujuandan metric. Sasaranutamanyaadalahmengidentifikasidanmengurangipengeluaranuntukmencetakaluminiumberulang kali danmereduksi scrap setidaknyahingga 30%. Adabeberapapenyebab major untukvariabilitaspengeluaran yang besarpadaprosespencetakan. Padasaatproyekdimulai, beberapa data historis yang bergunadidapatkan, jadilangkahpertamaadalahmengumpulkandanmemilih data. Dalamprosespemilihandanpengolahan data, keputusandalamseleksipengembanganprosesharusdiambil, semuafaseprosesharusdiperiksadanlangkahsesuaiakandiambiluntukmeminimasivariabilitasdalamprosesjugasaatreduksiwaktuproduksidipersiapkan. Padametodologi DMAIC, sasaranproyekharusdidefinisikan, lalumembentuktimdenganfungsisilangdengansetiapindividumemilikipengetahuantentangproses yang luas, data-data historis, danproses yang sesuaiuntukmelakukanpengembangan.
2. FaseMeasurement Salahsatutujuanproyekadalahmengidentifikasiproses variable yang menyebabkanbiayamembengkak. Alat yang digunakanadalah diagram paretountukmengetahuikumulatifkegiatan yang menyebabkanbiayamembengkak, pada Fig.2 terlihat yang paling besaradalahbiayapekerjasebesar 42.6% diikutiolehbiayapusatproduksi. Setelahmelihatpareto, makatimmemutuskanuntukmelakukanbeberapaperbaikandanpengembanganantara lain : • Reduksiwaktusiklus • Reduksiwaktu control • Reduksibiayaalat • Minimasiscrap
3. FaseAnalyze • Operasi yang paling kritisadalahoperasi control danpresss, sesuaidengananalisaparetodan diagram sebabakibatyagtelahdilakukansebelumnya. Data-data yang diperolehberdistribus normal sepertipada Fig.4. pengukuran yang dilakukanpada control system analisisdengan 2 operator dan 2 percobaan per operator dilaksanakan. Hasilnyamenunjukkanbahwa operator pertamamembutuhkanpelatihan, sedangkan operator 2 mempunyaihasil yang lebihbaik. • Rata-rata data dianalisasebelumdansesudahoperasi press dilakukandenganmenggunan ANOVA, hasilnyaadalahtidakadaperbedaan yang signifikanantara rata-rata grupwalaupun factor signifikansinyakurangdari 5 %, namun hamper mendekati. Jadimasihperluditanganidenganhati-hati. Dapatdilihatpada Fig 5 dan Fig 6.
Fig 7 menunjukkan semakin besar ukuran burrs mempengaruhi variasi yang semakin besar pula dalam proses. Analisa korelasi yang diterapkan juga menunjukkan peningkatan burrs akan mengurangi dimensi pada N. hasilnya digambarkan pada Fig 8. • Pada akhir fase ini, analisis multi variasi dilakukan untuk mengecek kesimpulan pada ANOVA seperti ditunjukkan pada Fig 9. Analisis tersebut menunjukkan variasi paling besar ada pad N1 dan variasi minimal pada N3. Analisa konstruksi onderdil menjelaskan alas an dari deformasi yang berbeda di operasi squeezer pada penempatan yang berbeda
4. Fase Improve • Melalui brainstorming yang dilakukan untuk mengambil keputusan didapatkan hasil bahwa modifikasi alat diperlukan untuk mengurangi pemotongan tekanan dan menghindari scrap. Setelah modifikasi dilakukan dan hasil yang signifikan didapatkan yaitu reduksi scrap dan kerusakan alat. Walaupun begitu eksperimen lebih lanjut diperlukan untuk system klem yang berbeda pada area permesinan. Setelah alat yang sesuai dibuat, beberapa eksperimen dilakukan dengan kapabilitas proses dan analisis system pengukuran.
5. FaseControl • Padaanalisaditunjukkanbahwatidakadaperbedaan yang signifikanpadadimensikritis, namunukuran radial diameter masihkurangmemuaskan. Esperimendiulangidengan system klemeksternal, namundilakukandenganpengklasifikasianburrs danpengontrolanpermukaanklem. Kesimpulan yang paling pentingadalahdimensidariburr tidakmempunyaidampakpentingpada area permesinan. Keputusanakhirnyaadalah system klemeksternalditerapkanpadasatuliniproduksi. • Padafaseterakhirini, rencana control dikembangkanuntukmemastikanprosesdanproduksecarakonsistenmemenuhikebutuhanpelanggandanuntukmemeriksaseberapaefektifkah system klemeksternalmemperngaruhi level kualitasproduksi.
KESIMPULAN • Six sigma adalahcara yang efektifuntukmencaritahukebutuhanproses yang paling besardan yang paling kecil. Six sigma jugamenyediakan indicator yang bisadiukurdan data yang cukupuntukanalisaanalitikal. Penerapan six sigma yang sistematisdenganmetode DMAIC padaproduksionderdilmenghasilkanpencapaian yang baik. • Pada fig 11 dapatdilihatpencapaian yang telahdiraihantara lain : • Reduksibiayaalathingga 40%. • Reduksibiayakarenakualitas yang tidakbaiksebesar 55%. • Reduksibiayapekerja 59%. • Selainituadajugapencapaiansignifikan yang diraihdantidaktergantungdenganjumlahproduksi, antara lain : • Waktuproduksiberkurangsebanyak 38%. • Reduksibiaya index 31%. • Dari nilai-nilaidiatas, perusahaan bias mendapatkankeuntungantahunansebanyaj $ 72.000. penerapan six sigma mempunyaidampak yang baikbagiperusahaanbaikdalamprosespengambilankeputusanmaupunperbaikan yang signifikan.