Download
1 / 19
190 likes | 342 Views
On-line Performance Monitoring of a Chemical Process. BP Chemicals /CPACT/MDC. Summary. Will talk about application of multivariate SPC. A data visualisation system for overview of plant operation. Tried on Hull site plant. Will aid operators’ control of plant. Introduction.

E N D
On-line Performance Monitoring of a Chemical Process BP Chemicals/CPACT/MDC
Summary • Will talk about application of multivariate SPC. • A data visualisation system for overview of plant operation. • Tried on Hull site plant. • Will aid operators’ control of plant.
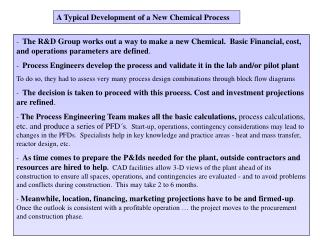
Introduction • Plants have data overload. • MSPC gives overview of plant operation on just a few graphs. • PCA is used to compress correlated plant variables to just a few [PC’s]. • Technique was applied to the BP Hull A4 CO plant. • Plant manufactures CO by steam reforming of nat. gas. CO is feedstock for acetic acid production.
Plant Schematic MEA Steam Reformer Heat CO2 Removal Natural Gas (desulphurised) H2 (NH3 plant) Water Removal Cold Box Separation CO (acetic acid plant)
MSPC • Data point on PC scores plots represent plant status at that time. • Data points due to plant problem appear outside a confidence ellipse. • Problem points also show up using statistical measures (e.g. SPE and T2 statistic) - distances from model. • Problem points interrogated using contribution plots for causal variables.
First Model • An MSPC model was built of “normal” operation for the A4 CO plant. • The model used 27 main plant variables, including temperatures, pressures, flows and analyser results. • Model training data was collected at 4 minute snapshots over a 1 week period of stable operation. • 6 PC’s explains ~70% of variance. • This is effectively then used as a basis to compare future operation.
Off-line Analysis • Using CPACT MultiDAT and PreScreen2 Software Off-line Analysis of Operator Error
On-line with MDC • PC scores plots, statistics vs time, etc • Zoom in • Click on point to select contribution plot • Plus off-line tools for model building • Plus PLS and adaptive models On-line Model, Feedstock Upset (N2)
On-line with MDC • Normalised • Greatest first • Scrollable • Click for time trend Process Variable Contribution Plots Time Trend of a Process Variable
Problems • But plant operates at different rates. • What data to use for model? • What variables to use? • Dynamic data – influenced by the past. • Serially correlated (invalid control limits). • Result – hard to find balance between alerts and false alarms. • So concentrated on smaller section of plant & tried new techniques.
Plant Section - MEA • Model for MEA (10 tags) • Has oscillation upset at high rates The Oscillation Upset in Column Level • Clusters 1, 2 and 3 represent different ‘modes’ of operation 3 2 1 Score & Statistics Plots
Live Demo • Live demo of MDC MSPC+ with the previous data for MEA.
Multi Rate Model • Work by Ewan Mercer et al (CPACT Newcastle University). • Model for MEA. • Need models for different plant rates. • Modes of operation seen as clusters. • But better to collapse clusters together… PC1 vs PC2 Scores Plot
New Technique • Also by Ewan Mercer et al. • Based on plant model mismatch (PMM). • Build state space model for MEA (1m data, I/P’s and O/P’s). • Build PCA model on differences between predicted and actual plant data (residuals). • Will effectively collapse clusters. • Use standard MSPC graphs to monitor plant.
Plant/Model Mismatch Schematic of Technique
PCA on Residuals • Model for multiple plant rates. • Near normal distribution with low serial correlation. • Picks up upset with fewer false alarms.
Parallel Coords • Another potential technique • Light ‘cluster’ is normal MEA operation • Other [darker] data is upset • Can also use to visualise many PC’s • Each y-axis is a plant variable • Each path is state of plant at one point in time
Conclusion/Next Steps • Model built for overview of the A4 CO plant. • Tested on-line using MDC’sMSPC+ software. • Overview of plant operation with drill down. • Picks up process problems and helps diagnose cause. • Will improve running of plants. • Gain site acceptance for deployment. • Initially to see plant changes. • Use alerting later with the new techniques (i.e. PMM).
Acknowledgements • BP Hull Site: • Steve Batty, Zaid Rawi et al. • CPACT/Newcastle University: • Ewan Mercer, Julian Morris, Elaine Martin et al. • MDC: • Chris Hawkins, Paul Booth et al.