Download
1 / 14
150 likes | 507 Views
Visual Inspection of Self-Pierce Riveting Systems for the Automotive Industry. By Paul Johnson (p.johnson1@ljmu.ac.uk). Supervisors: Dr Francis Lilley, Professor David Burton. Self-Pierce Riveting Why SPR? SPR Problems Current Technology Technology Problems Project Objectives

E N D
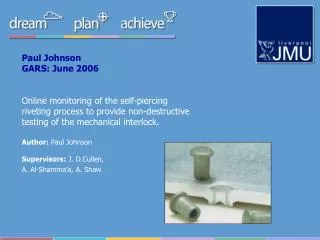
Visual Inspection of Self-Pierce RivetingSystems for the Automotive Industry By Paul Johnson (p.johnson1@ljmu.ac.uk) Supervisors: Dr Francis Lilley, Professor David Burton.
Self-Pierce Riveting Why SPR? SPR Problems Current Technology Technology Problems Project Objectives Project Status Conclusions & Future Work A problem to solve… (this means you!) Overview
Mechanical joining process / aluminium Handheld, pedestal or automated High speed, single operation, no prep Fully pierce top materials & partially pierce bottom material Self-Pierce Riveting Joint creation process.
Self-Pierce Riveting A cross section of a successful SPR joint. A semi-tubular rivet joining three sheets of aluminium. Animated Joint creation process. C-frame which accommodates the tooling.
Self-Pierce Riveting • Doidge Type 120 Riveting Machine • impact riveting machine • semi-tubular, tubular, bifurcated • steel, brass, copper, aluminium and light alloy • semi-tubular steel rivets • 3.1mm diameter / 7.4mm length • aluminium grade 1200 (BS1470:1987) Doidge Type 120 Riveting Machine
Why SPR? reduce emissions lighter vehicles smaller engines EU emissions regs directive 70/220/EEC category M1 passenger vehicles 8 seat max EU Emissions Directive 70/220/EEC.
Why SPR? Traditional joining / steel body new light weight vehicles (ally) RSW is impractical for aluminium lower resistance than steel consumes more energy due to heat loss SPR is a viable solution lower power consumption creates an air/water tight joint high speed no insertion hole and material alignment pierce and fasten in one operation Spot weld machine. Sample spot weld.
SPR Problems • Poor joint access / dual access • C-frame, die, punch • Quality control of the joint • Predominantly destructive (chiselling, pulling) • Handheld ultrasonic probe • Physical Teardown • One car, ~5000 joints, two men, 30 days • Time, money, delayed quality control
Current Technology • Driven by… • increased automation • dissimilar materials • Decline of skilled/cheap labour force • HENROB Ltd • Industry leader for SPR systems • BMW, Audi, Jaguar, Volvo, Chrysler, Mercedes, Freightliner and Hyundai.
Project Status (Rivet Status) • Applying camera to • nose for rivet status: • bespoke software • identifies light intensity • requires calibration to ambient lighting • pre-process inspection point intensity values decision Intensity profile of a missing rivet. Intensity profile of a single rivet. Intensity profile of a double rivet.
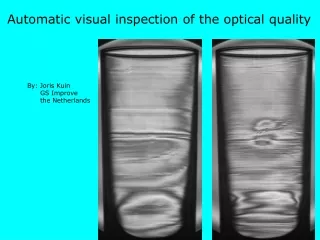
Project Status (Mat. Depth) • Applying camera and laser to • identify material depth • physical filters • image processing • identifies laser stripe • thickness in mm and px • pre-process • requires joint calibration • lens • distance from material • ambient lighting / threshold A 6mm stack of sheet aluminium. As above, with neutral density and red filters. Screenshot of the process monitoring software. As above, with threshold and laser line identification.