Download

1 / 7
0 likes | 181 Views
This presentation delves into the essential role of liquid ring vacuum pumps in industrial processes. It explores their working principles, key features, advantages, and diverse applications across industries like chemical processing, food and beverage, and pharmaceuticals. Liquid ring vacuum pumps are highlighted for their reliability, simplicity, and environmental compatibility, making them a preferred choice for creating vacuums in demanding environments.<br><br>Visit for more info:- https://courtneyandnye.com/manufacturers/gardner-denver-nash/

E N D
Liquid Ring Vacuum Pumps
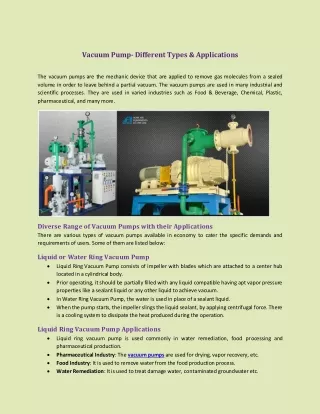
Introduction to Liquid Ring Vacuum Pumps Liquid ring vacuum pumps are essential components in various industrial processes, known for their robustness and reliability. These pumps operate by using a liquid, typically water or oil, to form a sealing ring that creates a vacuum within the pump chamber.
How Liquid Ring Vacuum Pumps Work Principle of Operation: A rotor with vanes is positioned eccentrically within a cylindrical casing. As the rotor turns, the liquid (sealant) is thrown outward by centrifugal force, forming a ring inside the casing. This liquid ring creates a series of sealed chambers between the vanes, which expand and contract as the rotor rotates. The expansion of the chambers draws gas in, while the contraction compresses and discharges the gas, creating a continuous vacuum.
Key Features Simple Design: Fewer moving parts reduce wear and maintenance. Durability: Can handle contaminants and condensable vapors, making them suitable for harsh environments. Versatility: Effective in applications requiring rough vacuum levels, such as chemical processing, power generation, and pulp and paper industries.
Advantages of Liquid Ring Vacuum Pumps Operational Reliability: Can operate under varying conditions without significant loss of performance. Maintenance-Friendly: Easy to maintain due to simple construction and use of non-corrosive materials. Environmental Compatibility: Using water or environmentally friendly sealants minimizes ecological impact.
Applications 2024 Liquid ring vacuum pumps are widely used in: Chemical Industry: For vacuum distillation, solvent recovery, and gas compression. Food and Beverage: For packaging, degassing, and vacuum drying. Pharmaceutical: For drying, distillation, and vacuum filtration processes.
Get in Touch Contact us to get more info www.courtneyandnye.com 382 SE Washington St. Hillsboro 5036931221