Download
1 / 10
110 likes | 264 Views
I&CIM Project – Improve Uptime in the production department . Project: Improve Uptime in the production department Date Opened: March 4, 200x I&CIM Contact: Jim Altier Project Sponsor: Plant Manager. Customer: All Assembly Areas (Internal & External) Project status: Closed.

E N D
I&CIM Project – Improve Uptime in the production department Project: Improve Uptime in the production department Date Opened: March 4, 200x I&CIM Contact: Jim Altier Project Sponsor: Plant Manager Customer: All Assembly Areas (Internal & External) Project status: Closed Implement improvements • Wafer study showed that life could be extended exponentially by • changing the practices and procedures of the tool & die makers and • the inspectors as well as using good quality tool details. • Tool & Die makers to change practice regarding tool • detail changes. Specifically, only replacing or flipping the • detail in question, as opposed to changing or flipping • all 4 details in the die when one fails. • Source wafer (tool details) to Vendor C • Inspectors to be re-trained regarding proper implementation • of the current print specification regarding burrs and burr • tolerances. • Eliminate the procedure of shutting the die down to repair • burrs that are not out of specification in an effort to avoid the • potential production of defective parts. • Preventative Maintenance schedule to be revised to to • match criteria established during the wafer study. Problem Definition • Terminal make area in Plant, Department • 25 % of all downtime related to Burrs • 8,000,000 parts scrapped 200x calendar year • $100,000 additional tooling cost associated with Burrs Project Scope • Increase uptime by reducing un-scheduled die maintenance. • Un-scheduled maintenance due to poor quality tool details • supplied by outside vendors • Inspection criteria to be redefined Characterize Current State/ID failure modes • Tool & Die Makers indicated that current details were being received • with surface and cutting edge imperfections due to wafer • manufacturing process and shipping issues. • Samples of current vendors tool details sent to an • independent lab for functional and dimensional analysis. • Numerous parts defective due to not meeting • print specifications and other functional defects. • Current inspection criteria shuts the press down prematurely • for defects that are within the specification limits. • Current inspection criteria limits the life of the tool detail by • replacing it before it has reached it full lifespan. • Manufacturing not following the Preventative Maintenance • schedule as written. • Control and Maintain • Inspection reports to be sent in tact with the tool details • indicating the measurement of the details. • Wafer usage to be measured against pieces produced on an • on going basis to verify pieces per wafer half. • Manufacturing and Quality General Supervisors to meet • with Inspectors in order to alleviate concerns regarding • scrapping of defective parts that may be produced. • Preventative Maintenance Schedule to be maintained by • the Die Maintenance Scheduler beginning first quarter of • 200x. This will avoid over production of the die beyond the • regular PM schedule.
I&CIM Project – Improve Uptime in the production department Six Sigma Project Team: Black-Belt Candidate: Jim Altier Green Belt Candidates: Project Sponsor: Project Champion: Master Black-Belt: Problem Statement and Background Plant, Department supplies the male blade parts to Plant Assembly Area. These 5 part numbers are used in 39 part numbers which supply 7 different Customer product lines. Annual requirements are 1,212,041,754 parts. Currently department, is experiencing approximately 70% downtime, scrap cost of $80,000 (200x) and $100,000 in additional tool cost. This encompasses 5 part numbers, 12 tools across 14 press’s. Of the 70% downtime, it has been determined that burrs on the parts and poor wafer quality from the vendor is responsible for the 25% of the downtime. It is imperative that Plant increase uptime , reduce scrap and additional tooling usage significantly to stay competitive. Previous Kaizen Workshops have identified various root causes and possible solutions. The following areas are being addressed first through a Six Sigma, DMAIC project. First and foremost the wafer quality and dimensional tolerancing (through a separate project) will be defined and resolved systematically to improve uptime and lower scrap & tool usage. DEFINE
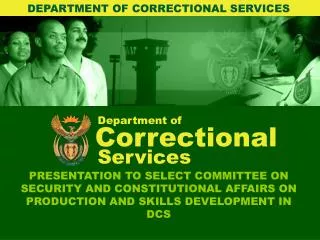
Too much coolant pulls slugs & causes jams Operator not feeding stock properly Stock changes, too many OR Stock Jams Chamfer too small supposed to be .32 Vamco feed out of adj. Question the amount of stock to be run before shutdown 0 tolerance to difficult Inconsistent inspectors Measurement system error Tolerancing OR Inspectors scared to pass questionable parts Nearing max tolerance so we shutdown before we are out of spec. B U R R S 2 8 0 S E R I E S M A L E B L A D E S Quality of the Wafer OR Large nick on the punch. Not sharpening enough on the punches. Quality of Punches OR OR Not grinding in a cross hatching pattern Poor Inspection (incoming) Sampling Poor heat treating burning the part Poor heat treating. Areas of Concentration Broken IDC Arm Worn backup blocks OR Running too hot Too much coolant pulls slugs & causes jams OR Operators changing settings Low coolant Steel backup blocks wear & dwell out, wafer support is lost not as good as carbide Carbide backup blocks are stronger, better wafer support but they crash instead of wear Wafer Life Poor handling which leaves nicks or deformation Stock jams deteriorate the life of a wafer Location in the die may not be reliable OR Poor surface finish Poor grind job (too much too fast) Small nick on the wafer (incoming) Tool Crash Stripper inserts are mis-aligned Too many wafers stacked. Cutting too many at once. Too few passes with the EDM Poor supplier quality I&CIM Project – Improve Uptime in the production department • Plant Kaizen Workshop • Facilitated by the Team • January 22 – 24, 200x • Problem Definitions • Unscheduled Die Maintenance • Zero Tolerance of Burrs on parts • Inspection Criteria DEFINE • SIX SIGMA personnel and the • TOOL & DIE MAKERS created a • Fault Tree Analysis to determine • potential causes of the problems • defined by the Kazien Workshop. • 34 potential X’s were identified • 4 important paths are 2 SIX SIGMA projects • Quality of the Wafer • Wafer Life • Tolerancing • Inspection Criteria
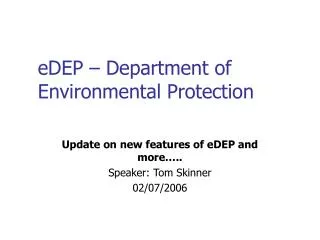
I&CIM Project – Improve Uptime in the production department Good Quality Wafer Sharp, Clean Cutting Edges All Photos provided by an independent Metrology lab. MEASURE Poor Quality Wafer Damaged & Jagged Cutting Edges
I&CIM Project – Improve Uptime in the production department Completed April 200x Study began June 3 The next step in data collection. An experiment to quantify wafer (processing) quality in regards to production. The plan is to compare 4 different vendors head to head. The goal is to determine if wafer quality increases uptime, reduces scrap and lowers overall tooling cost. Currently a majority of wafers and punches do not meet the print specifications of +/-.0001 Vendor B (recommended) Vendor “B” Data Collection Summary: Pieces per Wafer Range 385,633 – 470,500 Average 3.2 to 4 hours of run time between wafer changes Press xxx 27 events Average:470,500 pieces between events Press xxx 32 events Average: 385,633 pieces between events (An event is: an incident that requires a tool & die maker to open the die and either flip or change wafers.) Vendor C (recommended) Vendor “C” Vendor D (in house) Vendor “D” Vendor A (current vendor) Vendor “A” MEASURE / ANALYZE * A majority of tool details do not meet the print specifications
I&CIM Project – Improve Uptime in the production department • Vendor “A” • 4-6 plates that are ground approximately .020 + oversize • Weld or bolt together • Wire the inside of wafer to size, outside to approximately .0005 oversize • Grind outside to size • Grind approximately .001 oversize on thickness • Glass bead inside of shape to knock off burr & clean up inside of shape • Grind to size which sharpens the wafer & leaves a .0005 burr • Vendor “C” • Plates are ground individually • Plates are ground to size on the thickness and +.004 on the outside dimensions • Plates are stacked in a fixture and wired to size using 5 passes to achieve the finest surface finish and the sharpest cutting edges. Because thickness was ground to size prior to wire cut, no measurable burr remains • The outside dimensions are then ground to locate the wire(d) opening(s) • Vendor “D” • Use CPM-M4 hardened to 61-63 RC and ground flat to .0001 flatness • Blank sizes are 3” x 6” x .130 thick • Stack 4 blanks at a time in a holder • Use a hole burner for start holes • Wire cut using 4 passes • Inspect using the View 1220 • Grind to thickness using Okamoto wet grinder • Tap on EDM taper • Grind slots and mark parts • Vendor “B” • Use only “Crucible CPM-M4” (no substitutes), we buy 1” x 4” x 24” bars (ordered lengthwise grain) • Wire cut .160 thick, 4” x 6” plates • Drill start hole & tapped hole pattern • Heat treat to specification (Cryogenic Freeze for Stabilization) • Grind to .1255 thickness • Stack 6 high & wire cut with 5 passes • Finish grind outsides; grinding wire cut forms into location. • Reload a singles into wire & cut 4 axis shape & 4 holes finished • Cut 45 degree chamfers on 4 holes in milling machine with carbide C’sinks • Grind extra thickness stock off back • Grind Relief slot ANALYZE Vendor Process Methods
I&CIM Project – Improve Uptime in the production department Vendor “A” is a 5x improvement in comparison to where we were before the study began. The only difference in these wafers compared to previous wafers is that they were measured and picked according to dimensionality. This practice was used for all 4 vendors. Statistically, the only dimension that shows a strong correlation to life was dimension 12, which is the overall outside length of the wafer. Vendor “B”. These wafers showed a 3x improvement over our current piece count per wafer half. Dimensionally these parts were the second best, however, numerous parts did not meet the required harness level per Rockwell standards. These wafers were actually run through the study twice due to a lubrication problem with the die. The parts showed extreme wear and were prematurely fatigued due to lack of lubrication. Therefore, Vendor “B” has more data points in comparison to the other vendors. Vendor “C”. The study on these wafers was stopped prematurely. The parts had such good wear characteristics that the parts were pulled to move on to another vendor. These wafers averaged a 12x improvement over our current piece count. This vendor exhibited the best dimensional characteristics. Vendor “D”. This is last vendor to run in the die. These parts averaged a 7x improvement. This set of wafers were put in after the die received a complete PM due to cycling. Of all the vendors these wafers consistently were out of specification in regards to the +/- .0001 tolerance. This indicates that hardness and the PM cycle are factors. Metallurgical studies indicate differences in the heat treating is an important factor in the life of the wafer. Vendor “B” produced parts that were dimensionally superior to vendors “A & D” and equal to Vendor “C”, however, due to lack of hardness and proper heat treating, these parts wore more rapidly than the others. Vendor “D” ranked 4th dimensionally, however, ranked 2nd in pieces per wafer half. This indicates that dimensionality is not the number 1 factor in life. Vendor “C” produced the best overall parts, dimensionally, hardness and heat-treating. Consequently, the results indicate that a combination of all factors is needed to extend the life of the wafer. Additional metallurgical testing is being done to provide more information in regards to the tool steel structure. This will aid in the processing of the wafers both internally and externally. ANALYZE
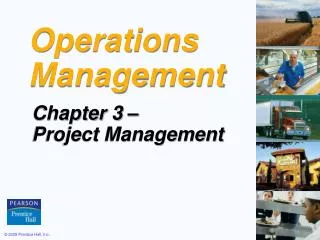
I&CIM Project – Improve Uptime in the production department Vendor to Vendor Comparison for number of pieces produced between wafer halves 6000000 Old Process New Process 4970651 5000000 12.4 X 4000000 Improvement Over Previous Average 2803670 3000000 Series1 IMPROVE 7.0 X 2249390 5.6 X 2000000 1471809 3.6 X 1000000 400000 N/A 0 Previous Vendor Vendor Vendor Vendor Average "A" "B" "C" "D" Pieces Per Wafer Half (Average) 400000 2249390 1471809 4970651 2803670 Series1
I&CIM Project – Improve Uptime in the production department Tooling Savings IMPROVE During the course of the wafer study (June 3 to October 31) the project saved $6010.00. This was capable by changing the process and only flipping and or changing the wafers that were worn out or broken. This method used only 40 details, where as the previous method would have used 96 details. This $6010.00 has been added on the financial tracker. • Vendor “C” has been awarded the blankets for wafer details per the results of this study. (* wafers for the study were $110.00, once blanket was awarded average cost is now $133.00) • Vendor “D” will begin wafer production first quarter of 2003 and will assume responsibility of supplying wafer details. • Vendor “A” had lost the blanket for the wafer details prior to the completion of the study due to quality issues with Distributors. • Vendor “B” was not on the approved supplier list, provided experimental parts for the study.
I&CIM Project – Improve Uptime in the production department • 3/15/02: Cutting Edge Requirement for Cutting Wafers / Dies and Cutting Punches Letter(Distributors) • Effective immediately, cutting wafer/die and cutting punch edges must be free of any manufacturing burr. Cutting edges must be sharp, not to exceed a measurable 0.005mm(.0002”) burr height, with an optional 0.025mm (.001”)radius allowed on the cutting edge for burr removal. All non-conforming cutting wafers/dies and cutting punches will be routed through the discrepancy process and returned to the supplier for replacement or rework. The majority of suppliers are currently aware of and complying with the above standard. However, recently, manufacturing has identified product that does not meet the above requirement. To allow for any process changes or additional inspection process, we will begin enforcing this requirement March 25th, 2002. All cutting wafers/dies and cutting punches received after March 25th, 2002 must conform to this requirement. • 7/17/02: Spare Tooling Requirements( Distributors & Engineering) • Die Spare Tooling Requirements • The following requirements apply to Die Spare Tooling only and are to be used as standards unless otherwise specified on the print. Deviations from requirements in this document will not be accepted without prior authorization via Deviation Request. Plating repairs or weld repairs of any kind will not be accepted without prior authorization via Deviation Request. Amendments, additions or omissions to this document must be authorized by the representative below. • 11/4/02: Letter to Distributors regarding tool details being sourced to (Vendor “C”) • ( Supervisor) • Effective Monday November 4th 200x, all of the Wafers, (8xxxx, 8xxxxx0, 8xxxxx, 8xxxxx and 8xxxxx), must be purchased from Vendor C only.If you have any questions, please call me. • 11/8/02: Verified & Reviewed the proper inspection criteria with Department.(Quality) • Going forward inspectors will only shut the press down when a terminal has a defect beyond the limits of the specification. Past practice was to shut down and fix a defect that was close to be out of specification. • 11/21/02: Reviewed results of wafer study and improvement plan with Die Makers.(Six Sigma Project Leader) • The new practice will be to only flip or change the wafer (any die detail) that is responsible for the defect at that given time. No longer will the wafers be flipped or changed 4 at a time unless required due to the quality of the part. • First Quarter 200x: Die Maintenance Scheduler to assume the role of handling Die Maintenance and Preventative Maintenance Scheduling.( Supervisor) • This will remove the responsibility from the manufacturing supervisor and allow for a consistent adherence to the schedule. Results of the study also indicated that various tool details do not last the full PM cycle, therefore, changes will be communicated to tool engineering for review and implementation. CONTROL