Download
1 / 27
330 likes | 590 Views
Hot Isostatic Pressing Technology for Indian Test Blanket Module Fabrication. Dr. G. Appa Rao. Defence Metallurgical Research Laboratory Kanchanbagh PO, Hyderabad-500058, India. Email: gouduapparao@rediffmail.com. 22 July 2008. Introduction.

E N D
Hot Isostatic Pressing Technology for Indian Test Blanket Module Fabrication Dr. G. Appa Rao Defence Metallurgical Research Laboratory Kanchanbagh PO, Hyderabad-500058, India. Email: gouduapparao@rediffmail.com 22 July 2008.
Introduction • Selection of appropriate materials and fabrication technologies for various components for fusion reactors relies on trade-off between multiple requirements which are mainly driven by: • Economic • Safety and • Environmental effects • Materials: • Martensitic steels • Non-Ferrous alloys • Ceramics • Vanadium alloys • SiC/SiC Composites • Ti and Cr alloys • Fabrication Technologies: • Cutting and machining • Special welding techniques • Investment casting • Hot isostatic pressing (HIP)
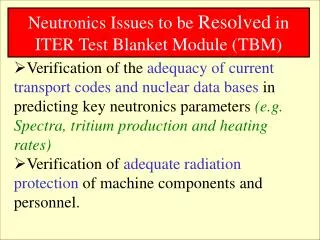
Significance of HIP Technology • Implementation and joining of F/M steels are an important • goal due to the complex geometry of the blanket modules. • Necessity for reducing the leak level and maintenance. • Advanced techniques based on solid or powder HIP are to • be established
Principles of Isostatic Pressing Pascal’s Law
Isostatic Pressing Cold Isostatic Pressing (CIP) 1913 Warm Isostatic Pressing (WIP) 1960 Hot Isostatic Pressing (HIP) 1955 ~300 ºC 2000 ºC Temp. RT. Inert gas Pressure medium Water +oil Water +oil 200 MPa 200 MPa Pressure 400 MPa Steel, Ceramic & Glass Powder container Rubber Rubber Full density Full density Green compaction Extent of densification
Hot Isostatic Pressing • HIP is a an innovative thermal treatment process subjects the • material / component to a combination of high pressure and • elevated temperature • HIP results in near theoretical density, uniform microstructure • and consistent mechanical properties HIPing Parameters: Temperature : 0.7 - 0.9 Tm Pressure : 100-200 MPa Time : 2- 4 h.
Densification Mechanisms of HIPing • Particle rearrangement • Plasticity • Power-law creep and • Volume and grain boundary diffusion
Applications of HIP Technology • Cladding • Diffusion Bonding • Consolidation of Encapsulated Powder • Densification of Metal castings • Specialized Applications: • Medical Implants • HIP of ultra fine Tungsten Carbide Cobalt Hard Metals • Rejuvenation of Deteriorated Components • Formation and Control of Pores • Joining of Fusion Reactor Components
100 AS-HIP 75 HIP + H .W Cost Reduction Potential, % 50 25 Conventional Processing 0 Cost Reduction Potential for a Selected Group of Superalloy Parts
CIP and HIP Facilities at DMRL (200 Dia. X 600 HT.) mm 400 MPa (100 Dia. X 200 HT.) mm, 200 MPa 1450, 2000 ºC (650 Dia. X 1200 HT.) mm, 200 MPa 1450ºC (270 Dia. X 990 HT.) mm, 200 MPa 1450ºC
40 mm Spec. As-HIPed HIPing of Stainless Steel Powder G. Appa Rao and M.Kumar, Mater.Sci. and Technol. 1997
Stainless Steel Integral Turbine Rotor Superalloy 718 Integral Turbine Rotor Potential of HIP for Complex Shapes
HIP Diffusion Bonding of Materials • Advantages: • Similar and dissimilar material can be joined • Complex shape can be joined easily • Original microstructure remains intact • ODS and FRM can be joined • Joint integrity is better than that of conventional one • Material forms for HIP bonding: • Powder-powder • Powder-solid • Solid -solid
SS -Solid Cu-Solid Shaft alloy Disk alloy SS-Powder Cu-Powder Microstructure of HIP Diffusion Bonded Materials G. Appa Rao et. al, DMRL TR2000265 (2000)
Spec. DMRL DMRL Spec. Mechanical Properties of HIP Diffusion Bonded Alloys Failure did not occur at the joint
P/M(HIP) Diffusion Bonded Hardware (DMRL) Prototype thrust chamber clouseout Ni-base superalloy components
Overview of Blanket Module Fabrication (Literature) • Reduced Activation Ferritic Martensitic (RAFMA) steel is the • structural material for TBMs • Fabrication concepts rely on plates with internal cooling channels Main technologies for fabrication of TBMs: • Cutting and machining of semi finished products • Joining of parts to produce the plates with internal channels • Bending of cooling plates • Heat treatment to improve the structure and properties
First Wall Fabrication Procedures (a) Two-Step HIPing Method: • Involves machined grooved plates • Use of Mo- alloy massive stiffening / supporting plates between • the encapsulation and the FW/CP plates • HIPing at low pressure to achieve bonding at the Interface • Removal of encapsulation and Mo plates and drilling of channels • The FW is further HIPed at high pressure to achieve full bonding • Heat treatment, testing and evaluation
(b) Single High Pressure HIPing Method / HIP forming Process: • Involves insertion of round tubes in the rectangular grooves • Ends of the tubes are welded to the plates but the tubes are not closed • During HIPing, the tubes expand and conform to the grooves • Mo- alloy supporting plates are not required • Heat treatment, testing and evaluation.
(c) Rectangular Tube (RT) Process: • Involves diffusion welding of RTs. and cover plates • HIPing to improve the joint integrity • No need for stiffening plates • There is a scope for bending the RTs. and cover plates before HIPing. • Heat treatment, testing and evaluation
FW mock up manufactured by HIP forming ( top: parts before HIP; bottom: mock up after HIP, bending and marching.
Conclusions • Fabrication of test blanket modules (TBMs) is a technologically • challenging task • Hot isostatic pressing (HIP) is a promising technology for • fabrication of TBMs • Considerable expertise on several aspects of HIP technology is • available at DMRL to address various issues in this • field • Study on development of prototype TBM components can be • taken up with the existing infrastructure.