Download
1 / 33
330 likes | 462 Views
11-T Dipole Collaboration Review Cold Mass Fabrication and Tooling Procurement. F. Savary, with contributions from B. Auchmann, E. Grospelier, S. Izquierdo Bermudez, M. Karppinen, F. Lackner, J.S. Murtomaki, H. Prin 27 September 2012. MSC-LMF. OUTLOOK.

E N D
11-T Dipole Collaboration ReviewCold Mass Fabrication and Tooling Procurement F. Savary, with contributions from B. Auchmann, E. Grospelier, S. Izquierdo Bermudez, M. Karppinen, F. Lackner, J.S. Murtomaki, H. Prin 27 September 2012 MSC-LMF
OUTLOOK • From short models to full-scale prototypes/magnets • The Large Magnet Facility at CERN • Welding of the shrinking cylinder • Tooling procurement • Staffing plan • Conclusions Cold Mass Fabrication and Tooling Procurement - FSY
From short models to full-scale prototypes/magnets Cold Mass Fabrication and Tooling Procurement - FSY
Milestones (short model – long prototype) : Q4-12 : Q3-13 : Q4-13 : Q3-13 : Q3-13 : Q1-14 : Q1-14 : By mid-14 : Started : Q1-15 : Q3-15 : Q4-15 • Final design of the short model cold mass, 2 m (collared coil assembly in yoke + shells + end plates) • 2-1 DemonstratorMagnetModel 1 FNAL (2 m) • 2-1 DemonstratorMagnetModel 2 CERN (2 m) • Preliminary design of prototype CM assembly (6.18 m) • Dummy cable delivery (a unit length of bare Cu cable & another one insulated) to make 1st practice coil in Cu • Final design of short model CM validated by short model program (2 m) + 1st long practice coil in Cu • Real cable delivery (for prototype CM assembly, including practice coil in Nb3Sn) • Final design review of prototype CM assembly (6.18 m) • Design and procurement of tooling for prototype CM • Prototype collared coil assembly • Prototype CM assembly and cryo-magnet • Cold test Cold Mass Fabrication and Tooling Procurement - FSY
The large magnet facility at cern Cold Mass Fabrication and Tooling Procurement - FSY
Where? • Meyrin site, French territory • B-180 • ~ 5500 m2 • Cm area with 40 t crane • Cc area with 15 t crane • B-183 • ~ 1500 m2 • 30 t crane • Bb, machine shop and storage 183 180 Cold Mass Fabrication and Tooling Procurement - FSY
Overview of the Large Magnet Facility • A production line is available for horizontal assembly, in B-180 • Presently for NbTi magnets, nearly fully operational (a Q5 was assembled recently, and a MB is under construction) • From cable insulation to finished cold mass assembly • Coil length up to 14.5 m • Cold mass diameter up to 630 mm without major difficulty (welding-press currently equipped for 570 mm cold masses) • Including a dedicated area for the fabrication of bus bars (+ development of splices) in B-183 • 29 dipole and 7 quadrupolecold masses, removed from the machine (33 from sector 34), were repaired in B-180 • Plan to adapt tooling for Nb3Sn magnets (see later in this ppt) • A vertical assembling tour is also available in B-181 • For quadrupoles with inertia tubes concept • Fully operational (a Q7 was made there, now under finishing in B-180) Cold Mass Fabrication and Tooling Procurement - FSY
180 Cold Mass Fabrication and Tooling Procurement - FSY
181 Cold Mass Fabrication and Tooling Procurement - FSY
Welding of the shrinking cylinder Cold Mass Fabrication and Tooling Procurement - FSY
Cradle design and coil stress • Requirements regarding the coil / shell stress (1-1) • Coils in compression and shells in tension at cold & full current • DESIGN= 160 MPa (shell stress at RT after welding) • Avoid overstressing the coils during the magnet construction ALLOWABLE = 140 MPa • Close the yoke gap after welding of the shells, ensure that is stays closed at cold and full current Values are determined for a shell thickness of 12 mm Cold Mass Fabrication and Tooling Procurement - FSY
Structural analysis was performed in order to: • Verify if the cradle approach can introduce sufficient pre-stress in the shells • Predict the achievable pre-stress in the shell based on new welding techniques (Welding -> thermal contraction -> pre-stress) • Estimate the resulting pre-stress in the coil in each load-step • Compare the results when introducing thicker shells • The load steps are as follows: Cold Mass Fabrication and Tooling Procurement - FSY
Model The shell pre-stress in ANSYS is implemented as a displacement constraint in the shell 90˚ Bonded surface Closed gap is resulting in a reaction force over the entire gap height Coil pre-stress due to the various load-steps In order to estimate the effect of friction between shell and yoke two approaches were considered: • Introducing a friction based contact in ANSYS • Bonding the nodes over a 90˚ surface on the shell The resultspresentedare for the frictionless and bonded contactapproaches The implementation of pure friction wouldrequire the implementation of furtherloadsteps for realisticstatic to kinematic friction transition 2D Model - ANSYS Cold Mass Fabrication and Tooling Procurement - FSY
Stress in the shell (average), 12 mm thickness Cold Mass Fabrication and Tooling Procurement - FSY
Stress in the shell (average), 15 mm thickness Cold Mass Fabrication and Tooling Procurement - FSY
Back in 2002 … • Welding of the LHC main dipole shells Cold Mass Fabrication and Tooling Procurement - FSY
Stress in the coils Collaring Cold Mass Fabrication and Tooling Procurement - FSY
The Fjellman press • How it was before refurbishment Cold Mass Fabrication and Tooling Procurement - FSY
The Fjellman press: Status • Length: 2.25 m effective • Load capacity: 330 t/m, or 750 t overall • Number of jacks (top): 28 jacks 6 independent circuits, see layout • Reconstruction plan: • Extension and reinforcement work is ongoing • Cradles ordered, delivery expected beginning of November 2012 • Hydraulics ordered, delivery expected end of November 2012 • Welding equipment (power source, welding torch carrier and traveling chariot) will be rented for the first mock-up • Welding press operational first week of December 2012 • Welding of the first mock-up scheduled in the middle of Dec. 2012 Cold Mass Fabrication and Tooling Procurement - FSY
Status, cont’d Reinforcement plates Main frame • Cradle design for the 534 mm diameter single aperture magnet • Top and bottom cradles need to be different: the bottom one has a slightly larger diameter 2160 360 209 222 209 • Main frame currently under machining at an external company • The loading/unloading mechanism will be based on a hydraulic lifting system • 6 hydrauliccircuits, surface of main plate = 2520 x 850 mm • Existing hydraulic cylinders will be maintained and reused • Semi-automated control system will be implemented • Welding equipment from the company EWM will be tested during the first welding trials in Dec. 2012 Cold Mass Fabrication and Tooling Procurement - FSY
Mock-up, to check whether we can build pre-stress • Aluminium gap controller • (no horizontal contact between gap controller and yoke) 1-in-1 Mock-up Equivalent stress distribution using the existing CTF yoke and an aluminium cylinder to simulate the collared coil • Existing CTF yoke • Rout = 255 mm • Length = 500 mm • Yoke gap shimmed in order to have 0.1 mm on outer and no gap on inner radial position • Shell • Material: AISI 304 L (RP0.2= 220 MPa) • Thickness: 12 mm thickness (fallback with 15 mm shells) • Length: 1 m • Measurements: • Global stiffness of the assembly, spring constant • Stress in shells (strain gauges, at the inner and outer surface to determine tensile and bending components) • Yoke gap • Lateral gap between upper and lower shells • Aluminium cylinder will be used as dummy collared coil • Rout= 98 mm • Rin = 60 mm • Radial shim 0.6 mm thickness +/- 30 degrees around the mid-plane FE model from B. Auchmann Cold Mass Fabrication and Tooling Procurement – FSY
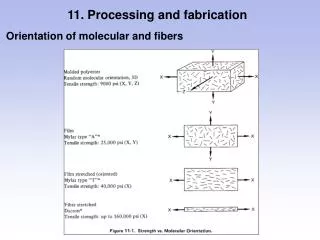
12 mm Preliminary welding trials were done on plates 3 2 1 250 mm 250 mm 500 mm Root face (Datum points to measure the shrinkage) 50 mm GAP Aim: Determine welding parameters and details of the chamfer in order to get as large welding shrinkageas possible • Welding process: • TIG + MIG (CERN Main Workshop, EN-MME) • Cold Arc (external company, EWM) • Welding parameters: • Material: AISI 304 L • Filler metal: 1.4453 (BOEHLER ASN5IG) • Shielding/Backing gas: Argon
Preliminary welding trials on plates: summary Cold Mass Fabrication and Tooling Procurement - FSY
Welding of 1-in-1, and 2-in-1 models 1-in-1 2-in-1 • Shells made of AISI 316LN (RP0.2= 290 MPa) Cold Mass Fabrication and Tooling Procurement - FSY
Tooling procurement Cold Mass Fabrication and Tooling Procurement - FSY
Large size tooling procurement - preparation • Reaction furnace • Market Survey done • IT-3861/TE launched in the end of September 2012 • Contract signature expected in December 2012 • Delivery to CERN expected in last quarter of 2013 • Impregnation chamber • Market Survey, MS-3898/TE, launched on 14 September 2012 • IT to be launched in the middle of November 2012 • Contract signature expected in late January 2013 • Delivery to CERN expected in last quarter of 2013 • Winding machine available • Needs to be adapted: length, winding mandrel, integration of additional spool, automat programming • Curing-press available, curing molds to be developed • Welding-press • New welding equipment and simpler seam tracking system will be integrated after validation of the process with the 500-mm long mock-up Cold Mass Fabrication and Tooling Procurement - FSY
Preparation work for winding B-927 • Plan to launch in early October tooling modification (design then, construction) to allow fabrication trials (this is NOT the first practice coil made of Cu) • Aim to resolve major issues at an early stage B-180 From “short” • Shorten the winding machine from 10 to 6 m • Integrate a suspension for the second spool • Fabricate winding mandrel and ancillaries To “long” Cold Mass Fabrication and Tooling Procurement - FSY
Staffing plan Cold Mass Fabrication and Tooling Procurement - FSY
The context … and the solution under preparation • LMF staff (50) • 16 CERN staff + 1 fellow • 33 FSUs • Most in the LHC tunnel for LS1 from April 2013 to June 2014 • Most already busy with the preparation work • CERN launching IT-3895/TE for service contracts to selected companies, specialized in the design and construction of sc magnets • Envelope of 6 FTE, start progressively according to needs as from second quarter of 2013 • Typically 3 teams constituted of 1 academic engineer or physicist, 1 technical engineer or higher technician, and 1 experienced practitioner, with room for different scenarios • To work together with CERN staff, and prepare industry for technology transfer at an early stage of the project Cold Mass Fabrication and Tooling Procurement - FSY
conclusions Cold Mass Fabrication and Tooling Procurement - FSY
Preparation of tooling has started, mainly the short welding-press, compatible with the design of the long welding-press • Procurementprocess of long lead time tooling has started: reactionoven, impregnation system/chamber • Plan to startverysoon the modifications of the winding machine, and the execution of winding trials • Plan to populate the magnetfacilityduring LS1 has started • Regarding the cold mass assemblydrawings (6.18 m long prototype): all needs to bedone, even if important input isavailable for the active part (from short model program) Cold Mass Fabrication and Tooling Procurement - FSY
Spare slide Cold Mass Fabrication and Tooling Procurement - FSY
Back in 2002 … • Welding of the LHC main dipole shells Cold Mass Fabrication and Tooling Procurement - FSY