Download

1 / 27
270 likes | 364 Views
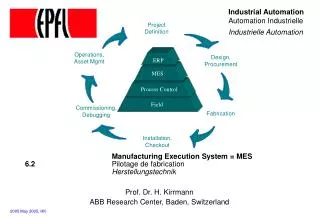
11 Tesla Demonstrator Dipole Model Design & Fabrication. Fred Nobrega, Fermilab 1 st FNAL-CERN Collaboration Meeting Fermilab, May 13, 2011. Demonstrator Dipole Cold Mass Parameters. Fiducial. Alignment Keys. Skin. Yoke. Clamp. Collar. Cold Mass Fabrication at FNAL.

E N D
11 Tesla Demonstrator Dipole Model Design & Fabrication Fred Nobrega, Fermilab 1st FNAL-CERN Collaboration Meeting Fermilab, May 13, 2011
Demonstrator Dipole Cold Mass Parameters Fiducial Alignment Keys Skin Yoke Clamp Collar Demonstrator Dipole Cold Mass Fabrication
Cold Mass Fabrication at FNAL 2m & 4m Dipole magnet w/ 50mm end plates 420 mm Dipole collaring tooling used for dipole style collaring of a quadrupole magnet. Demonstrator Dipole Cold Mass Fabrication
Sample Nb3Sn Coil Travelers Demonstrator Dipole Cold Mass Fabrication
6 m curing press (LM, LQ) 2 m curing press (DD, HFM, TQ ) 1 m furnace (HFM, TQ) 6 m furnace (LM, LQ) Winding, Curing, Reaction, & Impregnation at FNAL 4 m wind table (DD, LQ, HFM) 6 m Selva winder (MQXB) 8 m impregnation oven (HFM, TQ, LM, LQ)
Handling 2m dipole clamped assembly Cured 2m dipole coil transfer from winding mandrel to reaction tooling base plate.
Coil Shipping Potted coil shipment to LBNL from FNAL. 11 Tesla plan includes coil and collar shipments to CERN. • Cured coil shipment to • BNL from FNAL. Demonstrator Dipole Cold Mass Fabrication
Demonstration Dipole Cable & Cable Insulation Coil: • 2-layer shell-type • 56-turns, 21-Layer 1, 35-Layer 2 • 3-layer 1 wedges • 1-layer 2 wedge • Alignment notch in L2 pole pieces Cable: • Strand – RRP, 0.7 mm • Number of strands – 40, • Keystone angle – 0.79° * • Width – 14.7 mm * • Thickness – 1.269mm * Insulation: • thickness – 0.150, 0.075 mm x 12.7 mm wide E-glass double butt lap * * unreacted Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 8
Cable Salient parameters of the Rutherford-type cable- illustration of the cable cross-section. • Nb3Sn strands expand due to the phase transformation ~ 3% in thickness & ~1% in width • Design of the coil winding and curing tooling is based on the cable cross-section prior to reaction. • Design of the coil-reaction and impregnation tooling are based on the reacted cable’s dimensions. • Reacted cable size used for the electromagnetic and structural analysis & optimization. 13 May 2011, FNAL-CERN CM1 Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 9
Cable Insulation • Insulation material E-Glass thickness – 0.150, 0.075 mm x 12.7 mm wide E-glass double butt lap 13 May 2011, FNAL-CERN CM1 Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 10
Coil Winding • FNAL, BNL, & LBNL have successfully collaborated throughout the LARP coil fabrication process. • Inner and outer coils are wound without a splice between them. • Coil cables have anisotropic material properties. • Titanium pole pieces (slight coil tension at cool down) • Stainless steel wedges (less longitudinal shrinkage (better match with coil longitudinal CTE) • Stainless steel & Titanium end parts provided by CERN (lower CTE than Al Bronze) • Lessons learned have been incorporated into coil fabrication. • De-cabling during winding controlled withwinding techniques (reducing winding tension at critical moments) • Adding a 360° twist between the cable tensioner and the coil during winding • Changed cable tension system (cable now takes a straight path from the tensioner to the coil, rather than passing through a series of rollers) • Gaps between coil and end parts solved by cutting slots into certain end parts to make them more flexible. Demonstrator Dipole Cold Mass Fabrication
Coil Curing • After winding, cable insulation is injected with ceramic binder CTD-1008. • Coils are cured at 150° C for 30 minutes in a closed cavity mold. • Azimuthal coil pressure is approximately 27 MPa. • Purpose of curing is to set the coil size for reaction and for easy handling for into the reaction fixture without damage. Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 12
11 Tesla Demo Dipole Copper Coil Winding Demonstrator Dipole Cold Mass Fabrication
Cured Coil Transfer Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 14
Coil Reaction • Closed cavity mold defines the coil size precisely • Tooling is modular, the process can be easily adapted to long magnets Process improvement: • Stopped using welded retort and use positive pressure in tooling. Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 15
Heat Treatment Cycle Measurement Program Days Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 16
Cable Power Lead Solder Splices to Coil • After reaction, coil power lead splices are soldered within the same tooling that was used for reaction. • NbTi cable is used for the coil power leads & is the same width (14.85 mm) as the Nb3Sn coil cable. Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 17
8 m impregnation oven (HFM, TQ, LM, LQ) Coil Impregnation & Measurement • Impregnation is with CTD101K and is done in the IB2 vacuum oven at 30-50 mm Hg with epoxy temperature of 60° C. • Curing is done in IB2 at 125° C for 21 hr. • After curing the strain gauges are added & quench heaters connected. • Coil inspection with Coordinate Measurement Machine (CMM) • Used for checking cross section uniformity and azimuthal size to help determine mid-plane shim for coil pre-load. Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 18
Ground Insulation • Robust electrical ground insulation scheme • 5 layers of Kapton ground insulation with staggered gaps • Stainless steel quench heaters located between layers 2 & 3 from the coil Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 19
Coil Assembly Station LHC MQXB coils during ground and coil assembly Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 20
Collaring • The two coils, surrounded by ground insulation and collaring shoes (two metallic protection sheets) • Pre-assembled 50 mm collar lamination packs are placed around the coil assembly • Main press cylinders are energize to open keyway. • Keys are hydraulically pressed into the collars • Yoke laminations surround the collar assembly and held together with aluminum keys Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 21
Aluminum Key Insertion Demonstrator Dipole Cold Mass Fabrication
Shell Welding Preparation Demonstrator Dipole Cold Mass Fabrication
Shell Welding • New redesigned weld carriages for improved welding reliability • Press used for welding the 2m and 4m HFM Nb3Sn dipole cold masses Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 24
Cold Mass Final Assembly • Add instrumented bullet pressure plates • Weld end plate to skin • Add strain gauges to skin • Final electrical and hi-pot test • 1 • 2 • 3 • 4 Return end cross section: 1 – end plate; 2 – strain gauge bullets; 3 – bullet pressure plate; 4 – skin Demonstrator Dipole Cold Mass Fabrication Fred Nobrega 25
Nomenclature • For the 2 meter MODEL program (D)emonstrator (M)odel + a serial number: DM-01 encompasses all of the processes to assemble finished coils into a magnet.DM-M-01 mirrorDM-CF-01 coil FermilabDM-CC-01 coil CERN • For the 5.5 meter PROTOTYPE program (D)emonstrator (P)rototype + a serial number: DP-01 encompasses all of the processes to assemble finished coils into a magnet.DP-M-01 mirrorDP-CF-01 coil FermilabDP-CC-01 coil CERN The "CF" and "CC" encompasses all of the processes for the coil and its cable. Demonstrator Dipole Cold Mass Fabrication
Conclusion • Established traveler and quality control system. • Established Nb3Sn coil fabrication technology based on long/short dipole cold masses and Nb3Sn collared cold masses. • Demonstrated a working collaboration between the 3 labs. • Successfully demonstrated: • winding & curing of 58 Nb3Sn coils • handling and shipment of coils • Demonstrated Fermi’s ability to successfully: • react & epoxy impregnate TQ,LM & LQ coils • fabricate long coils using established TQ HFM dipole coil fabrication technology Demonstrator Dipole Cold Mass Fabrication