Download
1 / 16
160 likes | 334 Views
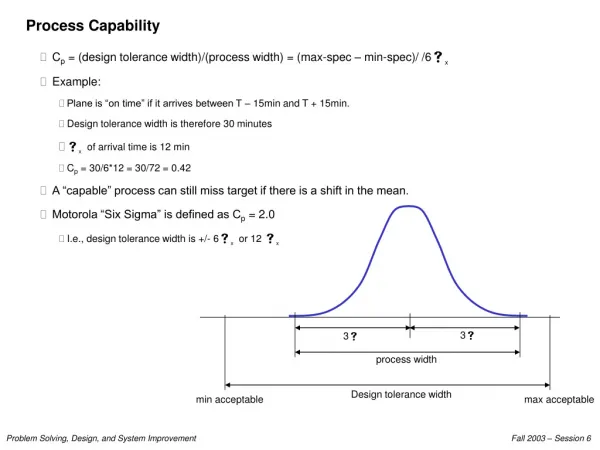
Tugas Jurnal Disusun Oleh : Irfan Muhammad 3333 080782 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS SULTAN AGENG TIRTAYASA 2011. IMPROVE MACHINING PROCESS CAPABILITY BY USING SIXSIGMA Sanjit Ray, Prasun Das.

E N D
TugasJurnalDisusunOleh :Irfan Muhammad3333 080782JURUSAN TEKNIK INDUSTRIFAKULTAS TEKNIKUNIVERSITAS SULTAN AGENG TIRTAYASA2011
IMPROVE MACHINING PROCESS CAPABILITY BY USING SIXSIGMA Sanjit Ray, Prasun Das
Six-Sigma adalah strategi perbaikan untukmencapai kepuasan pelanggan dengan mengurangi variasi dansehingga menghasilkan produk dan layanan yang lebih baik, lebih cepat danlebih murah. Penelitian ini menyajikan proyek Six-Sigma daritanaman otomotif menggambarkan bagaimana metodologi DMAICdan teknik statistik yang diterapkan untuk mengatasi masalah tersebutkemampuan proses manufaktur.Proyek ini telahdiuntungkan secara substansial organisasi dengan mengurangivariasi ukuran bore kasus engkol, mencapai nolpenolakan dan meningkatkan waktu pengiriman pada. dengan menggunakanyang tepat kualitatif dan kuantitatif di berbagai alatfase metodologi DMAIC, output kritis, kunciproses input dan akar penyebab diidentifikasi, dianalisisdan divalidasi. Metodologi proyek ini dapat digunakan dalamumum untuk mengurangi variasi proses untuk lainnyaproses manufaktur juga, yang akan membantu dalammeningkatkan kepuasan pelanggan. Abstrak
Makalah ini rincian proyek Six-Sigmayang diimplementasikan denganmenggunakan902 S. Ray, P. DasDMAIC roadmap dalam otomotifmanufaktur pabrik di India. Hal iniproyek tertentu dilakukan dalamtoko mesin untuk kasus bagiann crank.Perusahaanmenghadapi penolakan lebih tinggi pada mengasahpengoperasian mesin bak mesin,serius mempengaruhi hasil proses. SebagaiAkibatnya perusahaan tersebut menimbulkan kerugian padatingkat produksi saat ini terpisah darimengakibatkan ketidakpuasan pelanggan karenaketerlambatan dalam pengiriman tepat waktu dari mesinengkol kasus untuk operasi lebih lanjut. Sebuah Enam-Sigma proyek, oleh karena itu, diciptakankhusus difokuskan pada penyelesaianpenolakan bak mesin pada operasi mengasah. Pendahuluan
Karena teknologi berubah dengan cepatdan bisnis lingkungan, definisipeningkatan kualitas dapat mencakupmengurangi variabilitas proses, meningkatkanproduk dan kualitas layanan, mengurangibiaya, menghilangkan limbah proses dan dengan demikianmeningkatkan profitabilitas dan pelanggankepuasan. Peningkatan kualitasharus dihubungkan dengan proses, apakahmanufaktur atau non-manufaktur, dankemampuan dari proses-proses nyatapengaruh prestasi organisasi.Akibatnya, mengendalikan dan meningkatkanproses terus menerus adalah masalah penting untukmeningkatkan kemampuan organisasi(Stewart dan Spancer, 2006).Kualitas internasionalmanajemen standar ISO 9000 adalahsecara luas diterima dan diterapkan dasarsistem manajemen mutu standar dari sebuahorganisasi (Lin dan Wu, 2005) yangmembantu perusahaan untuk secara efektif dokumenstandar sistem yang relevan danmenerapkannya untuk menjaga prosesefektif dan efisien. PENINGKATAN KUALITASMETODE DAN ENAM SIGMA
TQM adalah suatupendekatan berorientasi pelanggan yang menggunakanteknik statistik, mengikuti (PDCA) siklus, menerapkan langkah dan terus-menerus meningkatkanproses dalam rangka untukmeningkatkan produkkualitas (Rounce, 1998). TQM berfokus padamemuaskan kebutuhan pelanggan, mengidentifikasimasalah komitmen, bangunan danmelibatkan karyawan untuk prosesperbaikan.Tujuan akhir dari semuakualitas metodologi perbaikan adalah untukmengidentifikasi kebutuhan pelanggan dan kemudian memuaskankebutuhan ini secara efektif dan efisien. Sebuahpeningkatan kualitas yang baik metodologiharus mampu untuk mempromosikan dan mengakomodasisemua faktor langsung atau tidak langsung mempengaruhikinerja proses dengan menggunakan cocokteknik PENINGKATAN KUALITASMETODE DAN ENAM SIGMA
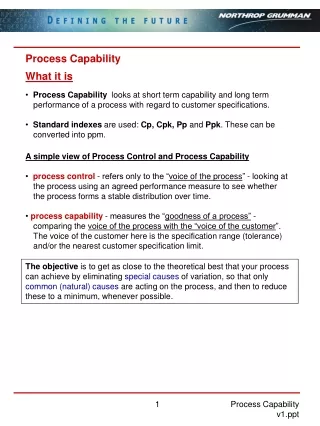
Six Sigma adalah kualitas ilmiah dan statistikpenilaian untuk semua proses dalamorganisasi melalui pengukurantingkat kualitas, yang menyediakankesempatan dan disiplin untuk menghilangkankesalahan, meningkatkan moral dan dengan demikian mengurangibiaya (Park, 2002). Dalam Enam Sigma, cacat adalahdidefinisikan sebagai hasil proses yang tidakmemenuhi spesifikasi pelanggan, atau yang dapatmengarah untuk menciptakan output yang tidakmemenuhi spesifikasi pelanggan. Six-Sigmaberusaha untuk meningkatkan kualitas prosesoutput dengan mengidentifikasi dan menghapuspenyebab cacat (kesalahan) dan meminimalkanvariasi di bidang manufaktur dan bisnisproses (Antony dan Banuelas, 2001) Six SIgma
Six sigma menggunakan seperangkat metode manajemen mutu,termasuk metode statistik, dan menciptakankhusus infrastruktur orang (“Black Belt"," Green Belt", dll) dalamorganisasi Setiap proyek Six-Sigma,dilakukan dalam sebuah organisasi, berikutdidefinisikan urutan langkah dan telahdiukur target. Target tersebut dapatfinansial(pengurangan biaya atau meningkatkan keuntungan)atau apa pun yang penting bagi pelangganbahwa proses (siklus waktu, keamanan, pengiriman,dll). Dalam prakteknya, fokus utama Enam-Sigma adalah untuk mengurangi variabilitas p otensiproses dan produk menggunakan kontinuperbaikan metodologi, yangberlangsung melalui fase DMAIC(Antony dan Banuelas, 2001). Six-Sigmaberfokus pada peningkatan kualitas dengan membantusuatu organisasi untuk menghasilkan produk danpelayanan yang lebih baik, lebih cepat dan lebih murah(Mahanti dan Antony, 2005 Six sigma
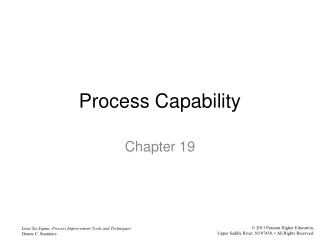
Six sigma adalah skema proyek didorong yang mempekerjakansebuah metodologi terstruktur dengan baik, yang disebutDMAIC, yang terdiri dari lima tahap:Define, Measure, Analyze, Improve danKontrol. * Define, mendefinisikan masalah, suarapelanggan, dan tujuan proyek,khusus * Measure, mengukur aspek kunci dari arusproses dan mengumpulkan data yang relevan * Analyze, menganalisis data untuk menyelidiki danmemverifikasi sebab-dan-efek hubungan.Tentukan apa hubungan,dan berusaha untuk memastikan bahwa semua faktortelah dipertimbangkan. Carilah akarpenyebab cacat di bawahinvestigasi. * Improve, meningkatkan atau mengoptimalkan arusproses berdasarkan analisis datamenggunakan teknik seperti desaineksperimen, pokayoke atau kesalahanpemeriksaan, dan standar kerja untuk menciptakanproses,. Mendirikanpercontohan berjalan untuk menetapkan proseskemampuan. *Control, mengontrol proses untukmemastikan bahwa setiap penyimpangan dari targetdikoreksi sebelum merekamenghasilkancacat. Sistem kontroldiimplementasikan seperti statistikproses kontrol, papan produksi,dan visual tempat kerja dan prosesterus dipantau. Six sigma
DEFINE PHASE MEASURE PHASE ANALYSIS PHASE IMPROVE AND CONTROL PHASE Lima fasemetodologi six-sigma (Dmaic)
Kasus ini menggambarkan penerapan SixSigma untuk menyelesaikan masalahproses manufaktur , variasi mempengaruhimenanggung ukuran bak mesin. DMAICPendekatan Six Sigma adalah sistematismemanfaatkan metodologi pelatihan,pengukuran dan alat analisis data untukmengidentifikasi akar penyebab dan menghilangkanmenyebabkan dengan memperbaiki proses saat inidan dengan demikian mencapai hasil yang lebih baik. Paraalat kualitatif dan kuantitatif membantumengidentifikasi, memprioritaskan dan memvalidasi mungkinakar penyebab dan keterkaitan mereka untukyang CTQ itu (y). Secara khusus, Six-SigmaMetodologi DMAIC memungkinkan efektifdefinisi masalah, memungkinkan untuk penggunaan databukan cobaan dan dugaan selamapengambilan keputusan penting, membantu tim studiuntuk berpikir tentang proses, dan menyediakanpendekatan untuk mengelola perbaikan nyata Pembahasan
Ini menggambarkan bagaimana proyek yang ditentukan,bagaimana alat-alat yang digunakan dalamfase yang berbeda untuk mengidentifikasi, memperbaiki danmengendalikan sumber-sumber yang benar variasidihasilkan ke memo dan ulang. penelitian inimenunjukkan sebuah proyek di mana DMAICskema dengan analisis logis, statistikvalidasi, desain eksperimen danpengujian hipotesis yang digunakan untukmengidentifikasi KPIVs yang mempengaruhi proseskemampuan ukuran membosankan. Proyek ini telahdiuntungkan secara substansial organisasi denganmengurangi variasi ukuran lubang daricrankcase,membuat kerugian akibat penolakandan pengerjaan ulang ke nol dan akhirnya meningkatkankepuasan pelanggan dengan menyediakan baikkualitas produk.Makalah ini akan menarik bagipeneliti akademis dan praktismanajer Pembahasan
Ini menggambarkan pembenaran danpemilihan proyek, bagaimana alat danteknik metodologi DMAIC yangdigunakan dalam fase yang berbedadan bagaimanatindakan perbaikan yangdiimplementasikan. Hal inimetodologi proyekdapatdigunakan untuk memecahkan masalah prosessehingga meningkatkan hasilbisnis danakhirnya meningkatkankepuasan pelanggan.Namun, orang dapat memodifikasi rinciisi danalat-alat sesuai dengankondisi organisasi, pemilihanvariabel untukanalisis dan ketersediaandata. Manfaat tambahan yang diamati padaini bekerja, termasukkaryawanpartisipasi dalam proyek Six Sigma. Paramanajemen terkesan dengananalisis yang dihasilkan oleh Six Sigmaproyek. Untuk membuat sebuah prinsip Six Sigmabudaya organisasi, pedoman itudikembangkan untukmemastikan bahwa pemecahan masalahalam serupa harusditangani dalammirip mode. Pembahasan
[1] Antony, J. and Banuelas, R. (2001). Six Sigma: A business strategy for manufacturing organizations. Manufacturing Engineering, 8093), 119-121. [2] Coronade, R. and Antony, J. (2002). Critical success factors for the implementation of Six Sigma projects in organization. The TQM Magazine, 14(2), 92-99. [3] Feigenbaum, A. V., (1986), Total Quality Control, McGraw Hill. [4] Hammer, M. (2002). Process management and the future of Six Sigma, MIT Sloan Management Review, 43(2), 26-32. [5] Harry, M. (1998). Six Sigma: A breakthrough strategy for profitability. Quality Progress, 31(5), 60-64 [6] Juran J. M., (1988), Juran on Planning for Quality, The Free Press. [7] Juran, J.M. (1989). Juran on Leadership for Quality, The Free Press. [8] Lin, C. and Wu, C. (2005). A knowledge creation model for ISO 9001:2000. Total Quality Management and Business Excellence, 16(5), 657-670. [9] Mahanti, R. and Antony, J. (2005). Confluence of Six Sigma simulation and software development. Managerial Auditing Journal, 20(7), 739-762. [10]Measurement System Analysis Reference Manual, AIAG, 2010. Referensi
[11]Montgomery, D. C., (1991). Design and Analysis of Experiments, Third Edition. John Wiley & Sons. [12]Motwani, J. (2003). A business process change framework for examining lean manufacturing: A case study. Industrial Management and Data Systems, 103(5), 339 349. [13]Pande, P.S., Neuman, R. and Cavanagh, R.R. (2000). The Six Sigma way: How GE, Motorola and other top companies are honing their performance. New York: McGraw- Hill. [14]Park, S.H. 92002). Six Sigma for productivity improvement: Korean business corporation. Productivity Journal, 43(2), 173-183. [15]Porter, L. (2001). Six Sigma excellence. Quality World, 1, 20-25. [16]Ray, S. and Das, P. (2009). Improving efficiency and effectiveness of APQP process by using DFSS tools. International Journal of Six-Sigma and Competitive Advantage, 5(3), 222–236. referansi
[17]Ray, S. and Das, P. (2010). Six-Sigma Project Selection Methodology, International Journal of Lean Six Sigma, 1(4), 293-309, 2010. [18]Rounce, G. (1998). Quality, waste and cost consideration in architectural building design management. International Journal of Project Management, 16(2), 123-127. [19]Stamatis, D.H. (2004). Six-Sigma Fundamentals: A Complete Guide to the System, Methods, and Tools, New York, Productivity Press. [20] Stewart, R.A. and Spencer, C.A. (2006). Six Sigma as a strategy for process improvement on construction projects: a case study. Construction Management and Economics, 24(April), 523-531. Refrensi