Download
1 / 17
170 likes | 359 Views
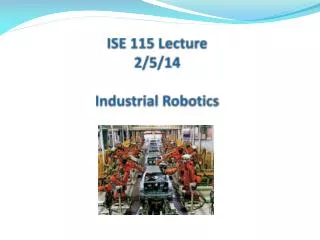
ISE 115 Lecture 1/29/14 Manufacturing Systems Overview. Manufacturing - Then. Mfg. – Modern Day. Fabrication. Mfg.-Modern Day. Assembly. Mfg – Now. Fabrication. Mfg. – Now. Final Assembly. Manufacturing System.

E N D
Manufacturing System Fabrication & Assembly – Value adding activities: Shaping (Casting, Forming, Machining), Property enhancement (Heat treating, Surface processing, Coating), Assembly (Insertion, Joining, Fastening) Support Activities - Planning & Control, Purchasing, Order processing, Shop floor control, Material Handling, Equipment Maintenance, Quality Assurance, Process Engineering Equipment – Process machines, CNC machines, Robots, Feeders, Conveyors, AGVs, Special transporters, Flow control systems Facilities - Job shop, Process shop, Machine centers, Assembly lines, Clean rooms, Parts & products warehouses, WIP storage
Process Improvement Strategy and Trend Build to order, not to stock. Minimize the on-site inventory by farming out low-level parts and S/A. Keep inhouse capability for on-demand F/A. Minimize MLT and WIP inventory by moving away from batch production to mixed, continuous flow production. Minimize/eliminate: Bottleneck, Wait time, Material/parts transfer, Setup time, and Lot sizing (Batching). Facilitate flexible manufacturing – Flexibility in terms of volume, schedule, process routing, and product mix. Process Improvement is a prerequisite for automation and integrated system . Improvement via Simplification first.
QA Functions. What Happened? • Incoming Part Inspection • Extended In-line Function Test • 48 hour Burn-in • Random Product Sampling • Out-of-box Packaging Audit
Material Handling Simplification • Avoid kitting and staging. Deliver bulk to point of use. • Link S/A lines to F/A lines. Add buffers if required. • Sub out most Fabrication operations. • Packaging and palletizing at end of line. • Have vendor deliver parts directly to line. • Eliminate Work-In-Process storage. • Ship directly from end of line. Eliminate material handling all together?
Computer Integrated Manufacturing Low-level integration – For in-line part/product flow control and process data collection. High-level Integration – Mfg. system integrated with other enterprise resource planning and execution. 6 Composition – Process equipment, MH robots, inspectors, transporters, storage systems, flow controllers. Implementation - Product DFM, part/product grouping, tooling for reduced set up time, migration from batch to flow process, material handling automation, integration.
Process Time, Flow Rate & Volume Cycle Time = Loading/Unloading Time + Tool Indexing Time + Unit Run Time Time between outputs Batch Process Time = Setup Time + Batch Size · Cycle Time Unit Process Time = Batch Process Time / Batch Quantity Production Rate = 1 / Unit Process Time Manuf. Lead Time = ∑ (Batch Process Times, Wait Time) Work-In-Process (WIP) Volume = Prod. Rate x MLT
Discrete Manufacturing Automation Fabrication – Casting, molding, extrusion, material removal, press work, heat treating, surface processing Assembly - Part insertion, joining (welding, brazing, bonding), fastening, packaging Material Handling – Loading/unloading, in-line transfer, off-line transport, parts/WIP/FG storage Measurement & Test- Go/No-Go gauge, machine vision, function test, early life failure test Equipment – Process machines, Press m/c’s, CNC m/c’s, Robots, Conveyors, AGVs, Machine vision, PLC’s, AS/RS
Automation Type - Volume & Variety Fixed – For high volume, multi-year life cycle products . Example: “Detroit” type automation Requires product stability and large investment. Programmable – For low volume, high variety parts. Example: Job shop equipped with CNC machines. Applicable to singular parts or small batch runs. Flexible – For medium volume, small variety parts & products Example: FMS machine centers with QDC. Fully automated process with mixed input stream.
Automation Strategy USA Principle – Understand and simplify the process before weighing the pros and cons of automation. Implementation Strategy – Partial, step-wise automation USA - Design a streamlined process. Start from scratch, not a patch work, not bound by existing process. Then, automate. Step Improvement - Build and link the islands of automation without creating bottleneck processes in between. Continuous Improvement - Fine tune and optimize the key processes that are automated before taking the next step. No pain, no gain. Seamless Transition ≡A missed opportunity