Download
1 / 121
1.25k likes | 1.55k Views
Lecture 22 41. New Technology in Manufacturing. MAE364 Manufacturing Processes Spring 2005. Instructor: T. Kesavadas (Prof. Kesh) Associate Professor, Mechanical and Aerospace Engineering, 1006 Furnas Hall. http://wings.buffalo.edu/courses/sp04/mae/364/

E N D
Lecture 22 41. New Technology in Manufacturing
MAE364Manufacturing ProcessesSpring 2005 Instructor: T. Kesavadas (Prof. Kesh) Associate Professor, Mechanical and Aerospace Engineering, 1006 Furnas Hall. http://wings.buffalo.edu/courses/sp04/mae/364/ Teaching Assistants (more details later): Govindarajan Srimathveeravalli Sridhar Seshadri
Manu Factus : Latin for ‘made by hand’ Definition: A Well organized method of converting raw material to end product End Product: Value and utility added to output.
History of Manufacturing • Manufacturing started during 5000 – 4000 BC Wood work,ceramics,stone and metal work • Steel Production 600-800 AD • Industrial Revolution 1750 AD: Machine tools run by invention of steam engine • Mass Production and Interchangeable Parts • Computer Controlled Machines 1965 • CNC,FMS systems
Historical development of materials - The Industrial Revolution
Requirements of a good manufacturing system • Product should meet design requirement • Economical Process • Quality should be built into the system • Should be flexible and responsive to new technology • High productivity: Best utilization of man, material, machine, capital and available resources.
Steps in Modern Manufacturing Definition of product need, marketing information Design analysis;codes/standards review; physical and analytical models CAM and CAPP Production Conceptual design and evaluation Feasibility study Prototype production testing and evaluation Inspection and quality assurance CAD Production drawings; Instruction manuals Packaging; marketing and sales literature Material Specification; process and equipment selection; safety review Product Pilot Production
Manufacturing of a Paper Clip • What is the function • How long does it last • How critical is the part • Material Metallic - what type Non metallic – plastic • Dimension Diameter of clip Shape of clip • Method of manufacturing Manual Automated • Function based design Stress, Strain Life of clip Stiffness • Style Appearance,Color,Finish Plating,painting
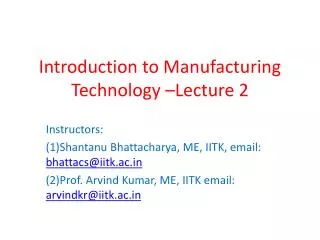
AISI 1010 welded tubing, assembly resistance welded and electrostatically painted Aluminum alloy forging, polished and buffed Forged aluminum tubing(alloy similar to 6063), polished and buffed Manufacturing of a bicycle AISI 1010,swaged and cadmium plated AISI 1008,press formed resistance welded and painted AISI 1020,forging and chromium plated AISI 1010, luster finished coil stock,profile milled,resistance welded and chromium plated formed,welded and plated AISI 1008, press formed,welded and plated Cold drawn medium carbon steel,( similar to AISI 1035) bright zinc plated AISI 1020 tubing, machine threaded and painted AISI 1010,stamped and coined and chromium plated Seamless AISI 1020 tubing swaged tube sections brazed into fork crown,painted AISI 1010, stamped and chromium plated Headed brass,nickel plated AISI 1040 forging,carburized and chromium plated Aluminum permanent mold casting,machined , polished and buffed Case hardened forging quality steel parts, black oxide coating Hardened high-carbon steel,thread rolled and chromium plated AISI 1010,stamped and chromium plated
Assignment 1 • Select a simple product of your choice • Try to analyze the different materials, processes, etc • Use library resources • We will discuss this in the class on Friday
Selection of Process: Topic to be covered Casting • Sand/Expandable Mold,Permanent Mold Forming and Shaping • Rolling,forging,extrusion,powder metallurgy Machining • Turning,Boring,Drilling,Milling,Planing,Broaching,Grinding
Selection of Process Unconventional Method • EDM,ECM,Ultrasound,High Energy Beam,machining Joining • Welding,Brazing,Soldering Finishing • Honing,Lapping,Polishing,Burnishing,Deburring
Objectives of this course and what is expected of you • Manufacturing processes and fundamentals • Selection of appropriate process to meet design requirements • Effect of process parameters and variables on the quality of parts produced • Effect of material properties on a given process • Decision and methods for different product size and mix • Effect of design on manufacturability • Overview of computer aided methods in traditional manufacturing processes
Two methods of forming a dish shaped part from sheet metal Left: conventional hydraulic/mechanical press using male and female dies Right: explosive forming using only one die. pressure Upper die Explosive water work piece Lower Die
Three methods of casting turbine blades A: conventional casting with ceramic mold B: directional solidification C: Method to produce single crystal blade
Selection of Process depends on • Dimensional and surface finish requirements • Operational Cost • Design and strength requirements • Consequences of various methods
Design for Assembly • Design of the product to permit assembly • Possibility of multipurpose parts • Capability of manufacturing process to consistently produce parts which can be assembled without problem • Method or process of assembly Automated Systems,Manual Systems etc
Automation and Impact of Computers Machine Control Systems Computer Numerical Control machines, Robots,Machines,Processes Computer Integrated Technology • Responsive to market change • Better use of process,man,machining management etc • CAD/CAM: Computer Aided Design And Manufacturing • FMS: Flexible Manufacturing System • GT: Group Technology • VR: Virtual Reality
Enterprise elements to enhance understanding Applied Manufacturing GCSE UNIT 3 Applications of Technology
Applied Manufacturing GCSEUnit 3 Aim of the Unit:- To investigate the impact of modern technology on the design and manufacture of a range of products
Applied Manufacturing GCSEUnit 3 • Modern technology, includes….. • Production implications • Cost implications • Human resource implications • Socio-economic implications • Demographic implications
Applied Manufacturing GCSEUnit 3 • New technology has helped to develop design and manufacturing processes • New technology has improved the quality of products and services offered to customers You will learn how:-
Applied Manufacturing GCSEUnit 3 • Information and communications technology • New components and a range of modern materials including smart materials • Control technology You will investigate:-
The use of I.C.T.includes • Sourcing and handling information and data, such as databases, spreadsheets and internet sites • CAD (computer-aided design) techniques • CAM (computer-aided manufacture) • Communications technology • Control technology
Use of Modern and Smart Materials and Components including:- • Polymers, inc plastics, adhesives and coatings • Metals and composites • Biological, chemical and food products, modified ingredients and methods of preparation and production • Computer technology, inc microprocessors • Micro-electronic components • Textile technology, inc liquid crystal, coated fabrics and thermochromic dyes
The use of systems and control technology:- • To organise, monitor and control production including:- • Process/quality control and automation, inc PLCs • Robotics, including continuous operation, increased speed, etc • ICT as applied to integrated manufacturing/engineering systems, etc
The impact of modern technology. • Range, types and availability of products • Design and development of products • Materials, components and ingredients • Safety and efficiency of modern methods of production • Improved characteristics of products, e.g. size, weight/density, ease of use, disposability and reclaimability • Markets for the products
Advantages and Disadvantages of Modern Technology • Changes in the type and size of workforce (social implications) • Changes in the working environment • Impact on the global environment and sustainability
Investigating Products • Your teacher has gathered together a number of examples of the same product (*as appropriate to the course) • These products have either been produced at different times, for different purposes, within a price band, for use in different environments, etc • Examine each and record as much information you can derive and then compare with the accompanying checklist (* these should be obtained/produced locally wherever possible)
Considerations • The role modern technology plays in the design and manufacture of the product • The technology or process it replaced • The benefits of using the technology • The implications of using the technology, for the product and the manufacturer
Visit to modern manufacturing base • You will be visiting Company “ABC” • This company operates primarily using modern technology • You will need to refer to the worksheet. “Visit to a modern manufacturing facility” to decide what questions you need to ask on the visit • Discuss with your teacher and other class members
How does the product work? In terms of its:- • Purpose • Structure and form • Materials and components • Technology used
Further considerations • Should manufacturers continue to develop and adopt new technologies? • Should manufacturers continue to improve their products? • Should they consider the workforce and the social implications of advancement brought about by technological advancement? • How much should they consider global implications of this advancement?
NCP Info Day13 May 2011, Brussels Factories of the Future & Next ICT CallsDr Erastos FilosFoF ICT Coordinator NCPs-InfoDay_13May11
Factories of the Future (FoF):Context What: Part of the Recovery Plan To help manufacturing, in particular SMEs, across a broad range of sectors be competitive after the Crisis is over How: Industry-driven R&D projects 4 annual co-ordinated calls until 2013 between the two relevant FP7 Themes, ICT and NMP Who: R&D stakeholders of European Technology Platforms ARTEMIS, ENIAC, EPOSS, EUROP, NESSI, PHOTONICS21, MANUFUTURE Technology providers & industrial users (large & SME), academic researchers Total FP7 budget (2010-2013): 245 M€ (ICT) + 400 M€ (NMP) NCPs-InfoDay_13May11
State of the Industry & Expected Impact Europe’s manufacturing More than 25 sectors, 21 % of GDP (= € 6.5 trillion), 30+ million jobs Crisis has reduced Europe’s production capacity Export champions (but at risk) in machinery, automobiles, wind turbines, … Largest global market share in automation & factory equipment Under threat from low wage economies (eg mass-produced goods) Chance to compete through high added-value products (eg quality, services, customisation, clean & energy efficient processes) FoF ICT: Technology leaders to gain market share Automation/industrial robotics & laser technology solutions for factory environments Product/production design tools (eg software for modelling, simulation, visualisation) Software for enterprise/supply-chain management FoF ICT: European industrial end users to Integrate latest technology into their production environments Build on new competencies (knowledge, organisation, skills, business models) Use technologies that enable energy-efficient and “waste-less” production NCPs-InfoDay_13May11
Recovery Plan Objectives:Industrial Competitiveness Supply side • Technology/manufacturing equipment suppliers to gain market share: • Automation/industrial robotics & laser technology solutions for factory environments • Product/production design tools (eg software for modelling, simulation, visualisation) • Enterprise/supply-chain management tools ICT Demand side • European industrial end users: • To integrate latest technology into their production environments • To develop new competencies (knowledge, organisation, skills, business models) • To use technologies that enable energy-efficient and “waste-less” production NCPs-InfoDay_13May11
Smart Factories: Goal: More automation, better control & optimisation of factory processes Means:Software, lasers & intelligent devices embedded in machines & factory infrastructure Sensors, Tags data Product PLM server info advice data info Inforequest PLM agent (reader) Factories of the FutureICT Vision Factory productivity • Less waste • Less energy use • Faster time-to-market • Better quality Virtual Factories: • Goal:To manage supply chains; to create value by integrating products & services • Means:Software to holistically interconnect & manage distributed factory assets; new business models & value propositions Supply-chain productivity • High-value products • Keep jobs in Europe • Process transparency • IPR security • Lower CO2 footprint Digital Factories: • Goal:To “see” the product before it is produced • Means:Software for the digital representation &test of products & processes prior to their manufacture & use Design productivity • Reduce design errors • Better & efficient products • Less waste + rework • Faster time-to-market NCPs-InfoDay_13May11
2009 FoF ICT Call on “Smart Factories”:Successful Proposals RoboFoot TAPAS FoFdation QCOALA PlantCockpit KAP Manufacture ofsustainable products (a): Process automation& optimisation Economic efficiency/productivity (b): ICT & sensors for energy efficiency (c): Robotics-enabled production ActionPlant CustomPacker (d): Laser applications Energyefficiency A.K 09 FoF-ICT-WP2011-12_ICT2010_29Sep10
2010 FoF ICT Call - Virtual FactoriesWork Programme coverage
2010 FoF ICT Call - Digital FactoriesWork Programme coverage
Results of first FoFICT+NMP Calls • July 2009 July 2010 • Success rate: 26% 19% • (25 funded (36 funded of 98) of 193) • Share by Org. Type: • - Higher Education: 23% 24% • - Private for Profit: 54% 50% • - Research Org.: 22% 24% • Share of funding of SMEs: 31% 29% • Countries of funded partners: 25 26 NCPs-InfoDay_13May11
2010 Call • 35 M€ • 8 projects Smart Factories ICT VirtualFactories DigitalFactories • 2011 Call • 35 M€ • 8 projects • 2011 Call • 45 M€ • 10 projects Factories of the Future 2011 CallExpected impact & conclusions “Digital Factories” • Reinforced European leadership in knowledge-driven platforms & tools for product development & manufacturing • Scaling and higher accuracy of digital design tools & simulation techniques • Accelerated product design & manufacturing, with a considerably shorter time-to-production & time-to-market “Virtual Factories” • Higher management efficiency of networked & sustainable business operations. • ICT tools enabling the participation of SMEs in virtual factory environments. • New business models & innovation scenarios for a low-carbon economy. • FoF is: • Attractive to industry • SME-friendly • Of shorter term scope
Factories of the Future Multi-Annual Roadmap 2010-2013 Sub-Domains: Sustainable Manufacturing ICT-enabled intelligent manufacturing High-performance manufacturing Exploiting new materials through manufacturing http://ec.europa.eu/research/industrial_technologies/pdf/ppp-factories-of-the-future- strategic-multiannual-roadmap-info-day_en.pdf NCPs-InfoDay_13May11