Download

1 / 9
100 likes | 153 Views
VIDAL NDT is a qualitatively different NDT training institute by offering broad range of training testing services in Vijayawada floated by qualified professionals. We foster our students by hostile training methods by experts and with the most effective resources and further to enrich them with various career opportunities in both India and abroad. We are committed to quality training and reliable NDT inspections. We have been offering training in area of NDT by providing critical NDT solutions to many of our clients.

E N D
NDT Level 1 & 2 Courses
ABOUT US VIDAL NDT is a qualitatively different NDT training institute by offering broad range of training testing services in Vijayawada floated by qualified professionals. We foster our students by hostile training methods by experts and with the most effective resources and further to enrich them with various career opportunities in both India and abroad. We are committed to quality training and reliable NDT inspections. We have been offering training in area of NDT by providing critical NDT solutions to many of our clients. We follow RRR strategy for 100% satisfaction and benefit of the students. Requisite We requisite through college seminars, demos and awareness programs Rearrange We rearrange students by our way of teaching though our courses. Recruit Finally we prepare the students for company recruitments 1 WWW.VidalNDT.Com
NDT LEVEL 1 & 2 COURSES Nondestructive testing or non-destructive testing (NDT) is a wide group of analysis techniques used in science and technology industry to evaluate the properties of a material, component or system without causing damage. Here the NDT Courses. 1) ULTRASONIC TESTING[UT]: Ultrasonic testing is a method of characterizing the thickness or internal structure of a test piece using high frequency sound waves to find the weld and base metal defects. Ultrasonic inspection can be used for flaw detection/evaluation, dimensional measurements, material characterization, and more. Ultrasonic testing can remotely generate ultrasound in materials without contact, leaves a very small footprint so that it can be applied to irregular geometries, and allows access to restricted areas via fiber optics. It is used as non-contact and remote, allowing inspection of samples at high temperature, which can be seen during welding with restricted access. It enables inspection of small and complex geometries and high frequency capable of detecting very small flaws, Laser beam scanning method for full coverage of inspection samples… 2 WWW.VidalNDT.Com
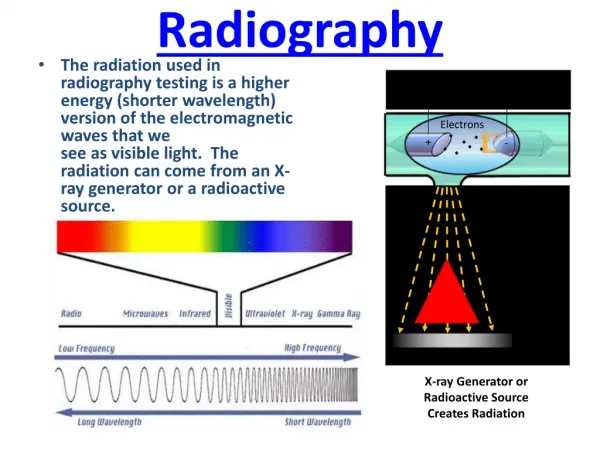
2) RADIOGRAPHIC TESTING[RT]: In NDT, radiography is one of the most important and widely used methods. Radiographic testing (RT) offers several advantages over other NDT methods, however, one of its major disadvantages is the health risk associated with the radiation. This method of weld testing makes use of X-rays, produced by an X-ray tube, or gamma rays, produced by a radioactive isotope. The basic principle of radiographic inspection of welds is the same as that for medical radiography. Penetrating radiation is passed through a solid object, in this case a weld rather that part of the human body, onto a photographic film, resulting in an image of the object’s internal structure being deposited on the film. The amount of energy absorbed by the object depends on its thickness and density. Energy not absorbed by the object will cause exposure of the radiographic film. These areas will be dark when the film is developed. Areas of the film exposed to less energy remain lighter. Therefore, areas of the object where the thickness has been changed by discontinuities, such as porosity or cracks, will appear as dark outlines on the film. Inclusions of low density, such as slag, will appear as dark areas on the film while inclusions of high density, such as tungsten, will appear as light areas. All discontinuities are detected by viewing shape and variation in density of the processed film. 3 WWW.VidalNDT.Com
3) MAGNETIC PARTICLE TESTING: Magnetic particle examination (MT) is a very popular, low-cost method to perform nondestructive techniques of examination of ferromagnetic material. Magnetic Particle Testing Examination is accomplished by inducing a magnetic field into a ferromagnetic material and applying iron particles to the surface of the item being examined. Ferromagnetic is defined in ASME Section V as “a term applied to materials that can be magnetizedor strongly attracted by a magnetic field.” MT is an NDE method that checks for surface discontinuities but can also reveal discontinuities slightly below the surface. Surface and near-surface discontinuities affect the flow of the magnetic field within the part causing the applied particles to gather at locations of flux leakage, thus producing a visible indication of the irregularity on the surface of the material. By the 1930s, MT was quickly replacing the oil and whiting method of NDE (liquid penetrant [PT]) in the railroad industry. It was quicker and did not leave behind the white powder that required clean-up. After an MT evaluation, only iron powder was left behind, which could easily fall off the part or be blown away. 4 WWW.VidalNDT.Com
4) PENETRANT TESTING[PT]: out of a colored or fluorescent dye from the flaw. The technique is based on the ability of a liquid to be drawn into a “clean” surface breaking flaw by capillary action. After a period called the “dwell,” excess surface penetrant is removed, and a developer applied. This acts as a blotter. It draws the penetrant from the flaw to reveal its presence. Colored (contrast) penetrants require good white light while fluorescent penetrants need to be used in darkened conditions with an ultraviolet “black light”. Liquid penetrant inspection is a method that is used to reveal surface breaking flaws by bleed The advantage that a liquid penetrant inspection (LPI) offers over an unaided visual inspection is that it makes defects easier to see for the inspector. There are basically two ways that a penetrant inspection process makes flaws more easily seen. First, LPI produces a flaw indication that is much larger and easier for the eye to detect than the flaw itself. Many flaws are so small or narrow that they are undetectable by the unaided eye. Due to the physical features of the eye, there is a threshold below which objects cannot be resolved. This threshold of visual acuity is around 0.003 inch for a person with 20/20 vision. 5 WWW.VidalNDT.Com
5) RADIOGRAPHY FILM INTERPRETATION: Radiography film interpretation test is basically of recording of varying degree of absorption of penetrating radiation by an object. In conventional film radiography, this varying of absorption produces a latent image of object being examined on the film. The film is chemically processed, transforming the latent image into permanent shadow image of internal and external condition of the project. The processed film is called radiograph. The radiograph can be interpreted and thee integrity of the object can be evaluated. The major objective of radiographic testing of castings is the disclosure of defects that adversely affect the strength of the product. Castings are a product form that often receive radiographic inspection since many of the defects produced by the casting process are volumetric in nature, and are thus relatively easy to detect with this method. These discontinuities of course, are related to casting process deficiencies, which, if properly understood, can lead to accurate accept-reject decisions as well as to suitable corrective measures. Since different types and sizes of defects have different effects of the performance of the casting, it is important that the radiographer can identify the type and size of the defects. ASTM E155, Standard for Radiographs of castings has been produced to help the radiographer make a better assessment of the defects found in components. The castings used to produce the standard radiographs have been destructively analyzed to confirm the size and type of discontinuities present. 6 WWW.VidalNDT.Com
6) VISUAL TESTING[VT]: Visual Examination is the oldest and most common non-destructive testing method which is an effective way to recognize surface imperfections that could adversely affect a part or component. Visual Examiners use knowledge of how a part is manufactured, the function of the human eye, lighting requirements, and precise measuring tools to evaluate materials. Computer controlled camera systems and optical aids such as borescopes may also be used to recognize and measure features of a component. In visual testing the product forms including castings, forgings, machined components and weld elements etc. are tested. Visual inspection is the process of examination and evaluation of systems and components by use of human sensory systems aided only by mechanical enhancements to sensory input such as magnifiers, dental picks, stethoscopes, and the like. The inspection process may be done using such behaviors as looking, listening, feeling, smelling, shaking, and twisting. “It includes a cognitive component wherein observations are correlated with knowledge of structure and with descriptions and diagrams from service literature.” 7 WWW.VidalNDT.Com
HEAD OFFICE: 40-1-100, 4th Floor, HRT Plaza, Bandar Road, Benz Circle, Vijayawada, CONTACT US Andhra Pradesh 520010. BRANCH OFFICE: D.No-304, 3rd floor, Gyan arcade, www.vidalndt.com Beside Seshmahal Cinema Theater, Ammerpet Hyderabad, A.P, India TECHNICAL HEAD: 888605-3111 MANAGING DIRECTOR: 888605-4111 (For Business) HR MANAGER: 888605-2111 Mail Us: info@vidalndt.com 8 WWW.VidalNDT.Com