Download
1 / 76
760 likes | 780 Views
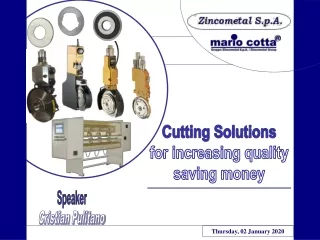
Join us for a training session on cutting solutions, where we will explore topics such as blade selection, steel used in manufacturing, different bevels, cutting modes, knife holders and accessories, slitting systems, and more. Learn how to improve cutting quality while saving costs. Speaker: Cristian Pulitano.

E N D
Cutting Solutions for increasingquality savingmoney Speaker Cristian Pulitano Thursday, 02 January 2020
INDex CUTTING SOLUTIONS FOR INCREASING QUALITY SAVING MONEY - TRAINING • Introduction – How to choose a blade • Steel used for blade manufacturing • Importance of different bevels • Dished shape vs. flat ones • Cutting modes: wrapped system vs. tangential one • The four cutting types • Knife holders and accessories: how they influence the cutting quality & cost saving • Slitting systems: traditional systems vs. high technology ones. • Conclusions • Questions & Answers Cutting Solutions Training
INTRODUCTION:Customer choice How companies should choose blades ? • Economical advantages Direct Cost Indirect cost • Technical advantages • Loyalty reasons Cutting Solutions Training
INTRODUCTION:economic. advantages (1/3) ECONOMICAL ADVANTAGES Is the cost of single blade according to the total number of blades used per year the only economical factor to be taken in consideration? MACHINE DOWNTIME Logistic Due to resharpening reasons Resharpening Due to blades substitution & adjustment Cutting Solutions Training
INTRODUCTION: economic. advantages (2/3) ECONOMICAL ADVANTAGES - EXAMPLE • Installation with 15 slitting groups working at 1 shift per week (5 working days) • Customer change T/blade once per week Lost time per T/blade = 5 min. • Lost time per week = 75 min. • Customer change b/blade half per week Lost time per B/blade = 10 min. • Lost time per week = 75 min. • TOTAL LOST TIME PER WEEK = 2,5 hr. 2,5/40 = 6,25% 6,25% + Resharpening Cost + Logistic + Operators failures Cutting Solutions Training
INTRODUCTION: economic. advantages (3/3) It’s understood that «downtime machine direct cost» makes sense where cutting machines could be used to produce more converted materials or reduce direct cost Logistic Cost Resharpening cost Substitution cost Spare part Bureaucracy Management Manpower cost Technical advantages Indirect Cost Cutting Solutions Training
INTRODUCTION:technical advantages (1/3) WHAT DOES MEAN «TECHNICAL ADAVANTAGES» ? Burr absence BIGGER POTENTIAL MARKET Absence of wavy cut • Clean Cut • Low dust production • Overlap absence • Low quantity of rejected material Marks/dull absence E N D U S E R Problem for further conversion processes Safety Reasons Manpower cost Direct Save of money Company image Cutting Solutions Training
INTRODUCTION:technical advantages (2/3) TECHNICAL ADVANTAGES FOR END USERS – «TECHNICAL ADVANTAGES» MEAN ONLY ONE THING HIGH CUTTING QUALITY p R O D U C E R • Clean Surface (Rugosity) • Accurate blades tolerances • According to the application • According to the application • High level of finishing • Correct blades geometry • Appropriate steel selection • Adequate bevel choice Cutting Solutions Training
INTRODUCTION:technical advantages (3/3) TECHNICAL ADVANTAGES HIGH CUTTING QUALITY HIGH QUALITY OF THE COMPLETE SLITTING SECTION Knife holders & accessories Slitting Geometry Blades Cutting Solutions Training
INTRODUCTION:SLITTING GEOMETRY (1/2) BROWN PAPER TISSUE PAPER Material Path Cutting Solutions Training
INTRODUCTION:SLITTING GEOMETRY (2/2) X SECTION VIEW TOP VIEW d Cut in the air P α D Cutting Solutions Training
STEELS USED FOR BLADES MFG: types of steels used Cutting Solutions Training
STEELS USED FOR BLADES MFG: Steels COMPARISON Cutting Solutions Training
STEELS USED FOR BLADES MFG: Chemical meaning (1/4) Carbon Elemental carbon exists in two well-defined allotropic crystalline forms: diamond and graphite. Other forms with little crystallinity are vegetal carbon and black fume. Chemically pure carbon can be prepared by termic decomposition of sugar (sucrose) in absence of air. The physical and chemical properties of carbon depend on the crystalline structure of the element. Applications Carbon compounds have plenty of uses. Carbon dioxide is used in drinks carbonatation, in fire extinguishers and, in solid state, as a cooler (dry ice). Carbon monoxide is used as reduction agent in many metallurgic processes. Carbon tetrachloride and carbon disulphide are important industrial solvents. Freon is used in cooling systems. Calcium carbide is used to prepare acetylene; it’s used for welding and cutting metals, as well as for preparation of other organic compounds. Other metallic carbides have important uses as heat-resistants and metal cutters.. Chromium Chromium is a lustrous, brittle, hard metal. Its colour is silver-gray and it can be highly polished. It does not tarnish in air, when heated it borns and forms the green chromic oxide. Chromium is unstable in oxygen, it immediately produces a thin oxide layer that is impermeable to oxygen and protects the metal below. Applications Chromium main uses are in alloys such as stainless steel, in chrome plating and in metal ceramics. Chromium plating was once widely used to give steel a polished silvery mirror coating. Chromium is used in metallurgy to impart corrosion resistance and a shiny finish; as dyes and paints, its salts colour glass an emerald green and it is used to produce synthetic rubies; as a catalyst in dyeing and in the tanning of leather; to make molds for the firing of bricks. Chromium (IV) oxide (CrO2) is used to manufacture magnetic tape. Cutting Solutions Training
STEELS USED FOR BLADES MFG: Chemical meaning (2/4) Manganese Manganese is a pinkinsh-gray, chemically active element. It is a hard metal and is very brittle. It is hard to melt, but easily oxidized. Manganese is reactive when pure, and as a powder it will burn in oxygen, it reacts with water (it rusts like iron) and dissolves in dilute acids.. Applications Manganese is essential to iron and steel production. At present steel making accounts 85% to 90% of the total demand, most of the total demand. Manganese is a key component of low-cost stainless steel formulations and certain widely used alumimum alloys. Manganese dioxide is also used as a catalyst. Manganese is used to decolorize glass and make violet coloured glass. Potassium permanganate is a potent oxidizer and used as a disinfectant. Molybdenum The metal is silvery white, very hard transition metal, but is softer and more ductile than tungsten. Scheele discovered it in 1778. It was often confused with graphite and lead ore. It has a high elastic modulus, and only tungsten and tantalum, of the more readily available metals, have higher melting points. Molybdenum has one of the highest melting points of all pure elements. Molybdenum is attacked slowly by acids. Applications Molybdenum is a valuable alloying agent, as it contributes to the hardenability and toughness of quenched and tempered steels. It also improves the strength of steel at high temperatures. Molybdenum is used in alloys, electrodes and catalysts. t is used in certain nickel-based alloys, such as the "Hastelloys(R)" which are heat-resistant and corrosion-resistant to chemical solutions. Molybdenum oxidizes at elevated temperatures. Cutting Solutions Training
STEELS USED FOR BLADES MFG: Chemical meaning (3/4) Nickel Nickel is silvery-white. hard, malleable, and ductile metal. It is of the iron group and it takes on a high polish. It is a fairly good conductor of heat and electricity. In its familiar compounds nickel is bivalent, although it assumes other valences. Applications The major use of nickel is in the preparation of alloys. Nickel alloys are characterized by strength, ductility, and resistance to corrosion and heat. About 65 % of the nickel consumed in the Western World is used to make stainless steel, whose composition can vary but is tipycally iron with aroun 18% chromium and 8% nichel. 12 % of all the nichel consumed goes into superalloys. The remaining 23% of consumption is divided between alloy steels, rechargeable batteries, catalysts and other chemicals, coinage, foundry products, and plating. Silicon Silicon is the most abundant electropositive element in The Earth’s crust. It’s a metalloid with a marked metallic luster and very brittle. It is usually tetravalent in its compounds, although sometimes its bivalent, and it’s purely electropositive in its chemical behaviour. Moreover, pentacoordinated and hexacoordinated silicon compounds are also known..Applications Silicon is the principal component of glass, cement, ceramics, most semiconductor devices, and silicones, the latter a plastic substance often confused with silicon. Silicon is also an important constituent of some steels and a major ingredient in bricks. It is a refractory material used in making enamels and pottery. Elemental raw silicon and its intermetallic compounds are used as alloy integrals to provide more resistance to the aluminium, magnesium, copper and other metals. Cutting Solutions Training
STEELS USED FOR BLADES MFG: Chemical meaning (4/4) Vanadium Vanadium is a rare, soft, ductile gray-white element found combined in certain minerals and used mainly to produce certain alloys. Vanadium resists corrosion due to a protective film of oxide on the surface. Applications Most of the vanadium (about 80%) produced is used as ferrovanadium or as a steel additive. Mixed with aluminium in titanium alloys is used in jet engines and high speed air-frames, and steel alloys are used in axles, crankshafts, gears and other critical components. Vanadium alloys are also used in nuclear reactors because vanadium has low neutron-adsorption abilities and it doesn not deform in creeping under high temperatures. Tungsten Tungsten is a lustrous and silvery white metal. The bulk metal resists attack by oxygen, acids and alkalis. Tungsten has the highest melting point of any metal. Applications Tungsten is used in alloys, such as steel, to which it imparts great strength. Cement carbide is the most important use for tungsten: its main component is tungsten carbide (WC). It has the strength to our cast iron and it makes excellent cutting tools for the machining of steel. Tungsten is used in filaments in incandescent light bulbs, it is also used in electric contacts and arc-welding electrodes. . Cutting Solutions Training
STEELS USED FOR BLADES MFG:TUNGSTEN carbide Cobalt Cobalt is a hard ferromagnetic, silver-white, hard, lustrous, brittle element. It is a member of group VIII of the periodic table. Like iron, it can be magnetized. It is similar to iron and nickel in its physical properties. The element is active chemically, forming many compounds. Cobalt is stable in air and unaffected by water, but is slowly attacked by dilute acids. Applications Cobalt is used in many alloys (superalloys for parts in gas turbine aircrafr engines, corrosion resistant alloys, high-speed steels, cemented carbides)Cobalt blue is an important part of artists' palette and is used for craft workers in porcelain, pottery, stained glass, tiles and enamel jewellery. Cutting Solutions Training
STEELS USED FOR BLADES MFG: TUNG. Carbide-Diffent choice Type used by Zincometal – Mario Cotta Cutting Solutions Training
STEELS USED FOR BLADES MFG:ASP 2053-different choice Hardness Wear Type of ASP used for knives produced by Zincometal – Mario Cotta Cutting Solutions Training
RANGE OF PRODUCT: MC STANDARD BEVELS Simple bevel “A” Double bevel “B” Triple bevel “C” t t t cf cf cf Cutting Solutions Training
RANGE OF PRODUCT: FLAT KNIVES VS. DISHED (1/3) Flat Blade: 180 mm - 5mm thick Constant Primary Angle versus Thickness • The original true face is 0.89mm due to the primary angle of 60º. • Each 0.8mm nominal regrind step on the vertical diameter increases the face, while keeping the primary angle • First regrind = 1.26 mm face (42%) • Second regrind = 1.50 mm face (69%) • Third regrind = 1.81 mm face (104%) Steps not exactly 0.8 mm FACE Cutting Solutions Training
RANGE OF PRODUCT: flat knives vs. dished (2/3) Single Bevel Dished Blades Regrind versus Thickness 1.27 mm face, 60º primary angle 0.8 mm (0.030”) regrind steps No increased thickness due to conical shape This dished blade is more suitable for converting operations running at lower velocities (+/- 0.05 mm on thickness) Cutting Solutions Training
RANGE OF PRODUCT: flat knives vs. dished (3/3) AERODYNAMIC INSTABILITY CONTACT SURFACE α Cutting Solutions Training
Cutting mode:wrapped vs. tangential (1/4) WRAPPED SYSTEM TANGENTIAL SYSTEM Cutting Solutions Training
Cutting mode:wrapped vs. tangential (2/4) WRAPPED SYSTEM TANGENTIAL SYSTEM Cutting Solutions Training
Cutting mode:wrapped vs. tangential (3/4) WRAPPED SYSTEM TANGENTIAL SYSTEM Cutting Solutions Training
Cutting mode:wrapped vs. tangential (4/4) ADVANTAGES WRAPPED SYSTEM ADVANTAGES TANGENTIAL SYSTEM • Overspeed of Bottom knives shaft compared with the material speed • The web can’t go into b/knives grooves • Reduced cost of maintenance • Reduced production of dust • High cutting quality • Suitable for automatic solution with no dimension/pitch limitation • Reduced time of positioning without limitation (engaging piston) • Complete range of steels for blades • Reduced striped overlap • Low investment cost • No need of tangential rolls • Easier machine configuration • Reduced time of positioning (with dimension/pitch limitation) Cutting Solutions Training
The four types of cuts:score cut (1/4) Cutting Solutions Training
The four types of cuts:score cut (2/4) X X Cutting Solutions Training
The four types of cuts:score cut (3/4) HOT scorecut System RAZOR score cut System LANCE score cut System CIRCULAR or EMBOSSING score cut System Cutting Solutions Training
The four types of cuts:score cut (4/4) ADVANTAGES DISADVANTAGES • Low cost of investment • Knife holder • Blade • Bottom blade • Slitting section configuration • Low cost of maintenance (not always) • Reduced time of positioning (no b/knife) • Easy cutting parameters set-up • Low speed of conversion (< 150 mt/min) • Poor cutting quality • Production of dust (depending on type of material converted) • Low life time of blades • Resharpening problems • Limited type of steels for blades Cutting Solutions Training
The four types of cuts:SHEAR cut (1/7) Cutting Solutions Training
The four types of cuts:SHEAR cut (2/7) WRAPPED SYSTEM TANGENTIAL SYSTEM “X” and “Y” value depend on top and bottom blades diameters. They should never be “zero” in a shear cut solution Cutting Solutions Training
The four types of cuts:shear cut (3/7) Cutting Solutions Training
The four types of cuts:shear cut (4/7) PNEUMATIC shear cut solution MECHANICAL shear cut solution Cutting Solutions Training
F The four types of cuts:shear cut (5/7) MECHANICAL shear cut solution springs Cutting Solutions Training
The four types of cuts:shear cut (6/7) PNEUMATIC shear cut solution MECHANICAL shear cut solution • Indipendent set-up of all the cutting parameters • Blades overlap • Cant angle • Side load value • High and constant cutting quality • Slitting groups quick set-up & replac. • Reduced run-out • Not inlfuenced by eventual shaft bend. • Higher blades reference life • Low Cost of investment • Low cost of maintanance (no valid for consumable parts) • Shear cut with very narrow stripes Cutting Solutions Training
The four types of cuts:shear cut (7/7) ADVANTAGES DISADVANTAGES • High quality due to • cutting parameters Indipendent control • the only “real” cut • High material converting speed • Complete range of steels for blades • Reduced cost of maintanance (consumables) • Reduced production of dust • High investment cost: • concerning slitting section • concerning machine configuration • Big machine dimension/configuration Cutting Solutions Training
The four types of cuts:PARALLEL cut (1/3) Both shafts have the same speed All the cutting rings are packed Presence of rubber extractors Cutting Solutions Training
The four types of cuts:parallel cut (2/3) Cutting Solutions Training
The four types of cuts:parallel cut (3/3) ADVANTAGES DISADVANTAGES • The best cutting quality due to • high finishing accuracy of the complete slitting section • Predetermined cutting parameters (not depending on operator skills) • Tangential cut • High stripes width accuracy • Capacity to cut heavy-body materials (even metals) • Capacity to cut very narrow stripes even with heady body materials • High investment cost: • concerning slitting section • concerning machine configuration • One set of cutting shafts for each stripe dimension • Rigid system (no flexibility) • Low converting speed • Regrinding problems: • Needs to regrind together blades • Blades regrinding accuracy Cutting Solutions Training
The four types of cuts:cut in the air (1/4) Cutting Solutions Training
The four types of cuts:cut in the air (2/4) Cutting Solutions Training
The four types of cuts:cut in the air (3/4) MAIN CHARACTERISTIC • Blade rotating speed much higher compared with material speed • Knife Saw-toothed shape it’s a must • Need to use an hard steel for blade manufacturing • No anvil needs for the cutting geometry • It must be a tangential cut Cutting Solutions Training
The four types of cuts:cut in the air (4/4) ADVANTAGES DISADVANTAGES • Low investment cost for central cut: • No need of relevant mechanical structure (frames, beams, etc.) • No need of anvil with relative structure • No need of bow rolls • This is the only solutions for very heavy-body materials (felt, carpets, rubber, etc.) • High converting speed • High investment cost for multiple cuts (useful only when there are no alternatives) • Poor cutting quality: • Anvil no present • Special knife bevel • Removal cut • Resharpening problems due to the special bevel • High cost of knife Cutting Solutions Training
KNIFE HOLDERS & ACCESSORIES: pneum. Shear cut kn. holder (1/3) Min. Cut 25 mm. Max. Speed 700 mt/min Std.Knife 90 x 60 mm. TINY-S2 Drawing Data Sheet PPS-S2 Min. Cut 50 mm. Max. Speed 1200 mt/min Std. Knife 130/150 x 70/80 mm. Data Sheet Drawing Cutting Solutions Training
KNIFE HOLDERS & ACCESSORIES: pneum. Shear cut kn. Holder (2/3) Min. Cut 50/52 mm. Max. Speed 1500 mt/min Std. Knife 150 x 80 mm. GOLD Drawing Data Sheet PPMs Min. Cut 60 mm. Max. Speed 1800 mt/min Std. Knife 180/150 x 70mm. Drawing Data Sheet Cutting Solutions Training
KNIFE HOLDERS & ACCESSORIES:pneum. Shear cut kn. Holder (3/3) Min. Cut 100 mm. Max. Cut 1800 mt/min Std. Knife 180/200 x 70mm. PPL Drawing Data Sheet PLATINUM Min. Cut 100 mm. Max. Speed 3000 mt/min Std. Knife 180/200 x 70/80 mm. Drawing Data Sheet Cutting Solutions Training
KNIFE HOLDERS & ACCESSORIES: pneum. score cut kn. holder (1/2) Min. Cut 12,7 mm. Speed depends on applicat. Std. Knife 76,2 x 24 mm. Workforce at 6 bar = 16 KG LISA Min. Cut 12,7 mm. Speed depends on applicat. Std. Knife Razor Blade LISA Razor Blade Cutting Solutions Training